Bandsågklinga
Bandsågar för trä och metall används ofta i produktionen och levnadsvillkoren av hantverkare. Huvudskärverktyget för dessa enheter är en bandsåg, som slits ut över tiden och kräver skärpa eller byta ut med en ny. Du bör veta att inte bara kvaliteten på materialbearbetningen utan också produktiviteten hos enheten som helhet beror på det korrekta valet av bladet för bandskärmaskinen.
innehåll
Välja ett blad för metallbandsågar
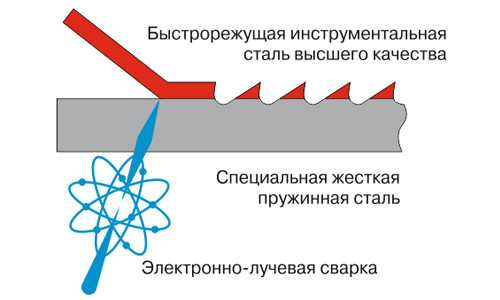
Skärbladet för den här typen av såg är ett tejp med ett visst antal tänder, svetsade i form av en ring. Basen av tejpen är gjord av fjäderstål, som har höga elasticitetsnivåer.Ett tejp av höghastighetsstål är svetsat till basen på vilken fräsning av tänderna äger rum.
Varje band såg för metall och inte bara har en etikett. Till exempel tolkas märkningen M42 20 x 0,9 x 2362, 8 / 12TPI, enligt följande:
- M42 - det material som bandtänderna är gjorda av;
- 20 - Detta värde anger banans bredd, mm;
- 0,9 - verktyg tjocklek mm
- 2362 - längd på en sågbands cirkel, mm;
- 8 / 12TPI-tandhöjd på sågbandet, per tum.
Skärare kan tillverkas från andra materialTill exempel från M51, PQ, TSX och andra. M42 har en hög slitstyrka och har en kanthårdhet på 67-68 HRC. Sågar av sådant material kan därför användas för skärning av stål med en hårdhet av högst 45 HRC. M51 sågblad är mer motståndskraftiga mot slipmedel än de som nämnts ovan. Hårdheten hos kanterna på skären på dessa sågar är redan lika med 68 HRC, tack vare vilken denna snap skärs av rostfritt stål, såväl som stål, kännetecknat av hög hållfasthet och värmebeständighet. Dessutom såg materialet såg M 51 att du kan skära tjocka stålbitar, det vill säga delar med stort tvärsnitt.
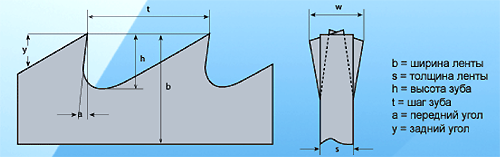
Vid valet av bandsåg bör särskild uppmärksamhet ägnas inte bara till materialet från vilket skärarna är gjorda, utan också till deras steg,och också - geometri.
Tandhöjd
Detta är avståndet mellan kanterna på två intilliggande snedställningar.
Ett stort steg laddar enhetens motor kraftigare och ger en dålig klippkvalitet. Den snäva stigningen av snedställen leder till längre sågning, ökar energikostnaderna, men ger ren klippning med en slät yta.
För skärning av arkmaterial, rör (tunnvägg) och en profil ska du välja ett blad med ett minsta avstånd mellan skärelementen (med 1 tum). Men om du vill skära en stor billett fast metall, du vill installera bladet med den högsta stigningen av snedställen. Ju mindre tänderna (per tum) kommer att ha riggen, ju djupare spåret kommer de att bilda. På grund av detta är skäret mindre täppt med chips. Dessutom förbättrar en stor tandkonsol på verktyget enhetens prestanda.
Tandhöjd
Höjden på verktyget är avståndet från hålets lägsta punkt mellan tänderna till toppen av skärelementet. På grund av närvaron av en ihålig chips tas bortbildas vid skärning av metall. Tandens höjd bör vara tillräcklig så att hålrummet inte blockeras med chips, och skärprocessen sker utan svårighet.Dessutom orsakar den otillräckliga höjden hos tänderna överhettning av bladet, vilket resulterar i att mikroskador kan uppstå på den.
Front tandvinkel
Häftvinkeln eller skärvningsvinkeln är ansvarig för graden av ingrepp hos banan för arbetsstycksmaterialet. Stor skärvinkel tillåter inte hög precision vid skärning av metall. Samtidigt med en liten vinkel kan du säkerställa god kvalitetsklipp, men det minskar verktygets prestanda.
Välja ett blad för bandsågar på trä
Först och främst, för att välja rätt blad för bandsåg bör du titta in instruktioner för din maskin. Det kommer att visa alla parametrar för bandsågar som kan ställas in på denna modell av utrustning (max och minsta bredd på tejpen samt dess längd). Längden på duken måste vara exakt som angivet i passet till enheten.
Snapbredd
Bältbredden väljs utifrån de operationer som ska utföras på maskinen. Bandets bredd begränsar inte bara remskivans bredd utan även dess diameter. Med en liten remskivdiameter kommer den breda tejpen monterad på den att bryta och så småningom springa. Därför är det för varje enhet en gräns på snäppets bredd.
För rak klippning brukar använda sågar med en bredd på 20 till 30 mm. Naturligtvis kan du på en cirkulär maskin göra en longitudinell snitt snabbare och mer exakt. Men det finns en höjdbegränsning på den, som inte överstiger 80 mm. På bandsågmaskiner är det möjligt att bearbeta arbetsstycken upp till 200 mm höga och mer.
Men huvudaggregatet för tejpaggregat är figursnitt. Det minsta verktyg som kan monteras på en bandsåg är ett 3 mm brett band. Den skär en cirkel med samma radie.
Ju större bandbredden är desto större är minsta radie som kan klippas med den. Exempelvis fungerar inte ett tejp med en bredd på 12 mm snittradie mindre än 60 mm. Och för en bandbredd på 25 mm kommer minsta radie att vara ca 100 mm.
I genomsnitt bör bladets bredd vara tre gånger mindre än den önskade skärdiametern på arbetsstycket. Utrustningen väljs därför i enlighet med uppgifterna.
Tandhöjd
Indikeras av ett tal som anger antalet incisorer per tum. Det numeriska värdet av steget sätts före förkortning TPI. När du väljer ett steg bör du överväga:
- vad är arbetsstyckets tjocklek
- vad är arbetsstyckets materialhårdhet;
- vad du vill få den rena kanten av delen efter skärning.
För att effektivt klippa plast och klippa trä måste bandet ha minst tre skär per tum. Ju fler snedställningar kommer att vara en tum, desto bättre blir klippet. Men detta kommer att minska matningshastigheten och minska gränsvärdet för arbetsstyckets tjocklek.
Vid tänderna är knivarna indelade i två typer: "hoppa över" och "vanliga". Typ av tyg "hoppa över" har en tonning av 3 till 6 TPI. Mellan tänderna finns utrymme för effektiv avlägsnande av sågspån, eftersom deras dåliga avlägsnande minskar skärmens kvalitet. Typ av dukar "vanliga" har tänder, formad som en triangel. De placeras på utrustningen i steg om 10 TPI och högre. Denna typ av tänder har inte tillräckligt med utrymme för att snabbt ta bort marker. På grund av det större antalet skärelement är skärning av en sådan bana ganska ren. Verktyget kan användas för sågämnen av liten tjocklek och av hårda material.
Dessa typer av målningar har följande egenskaper.
- 3 TPI "hoppa över". Duken används för grov sågning av trä tjockare. Snap producerar sågning längs fibrerna. För att förbättra skärkvaliteten åtminstone lite, kan du sträcka bandet till det maximala på maskinen och minska matningshastigheten.

- 4 TPI "hoppa över". Det är ett universellt verktyg för sågning längs fibrerna. Denna typ av blad kan sågas till de flesta träslag, inklusive ämnen med massor av knutar. Om det är bra att dra sågen och minska foderet, så kommer klippets kvalitet att vara nära finishen.

- 6 TPI "hoppa över". Detta är en snap allmänt ändamål. Hon sågar ämnen upp till 50 mm tjock (längs fibrerna) och trä över fibrerna upp till 150 mm tjocka. Dessa siffror är angivna för sågmaterial med en normal matning till sågen. Om foderet är reducerat är det möjligt att bearbeta delar med större tjocklek. Denna såg ger en avslutande klippkvalitet och är lämplig för nästan alla typer av trä.

- 10 TPI "vanlig". Bladen används för sågning av plåtmaterial (spånskiva, plywood, MDF, etc.), för skärning av icke-järnmetaller och plast. Men vid bearbetning av metallämnen krävs det att verktygets rörelsehastighet minskas. Inte alla maskiner har en sådan möjlighet.

- 14 TPI "vanlig". Du kan klippa plywood, MDF, spånskiva och plast. När det gäller naturligt trä bör tjockleken vara högst 25 mm. Den renaste delen av den här banan erhålls med minsta matningshastighet. Det här verktyget kan också skära mjuka metaller vid låga bandhastigheter.

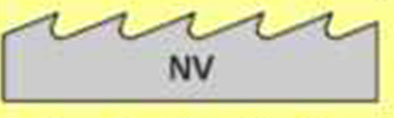
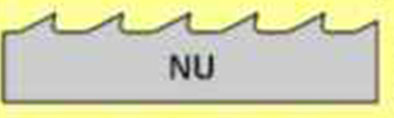
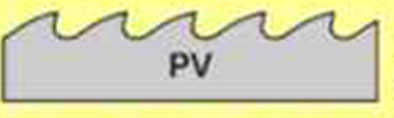
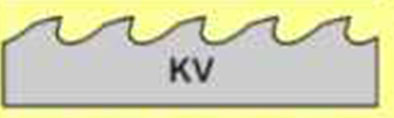
Cutter form
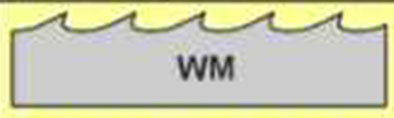
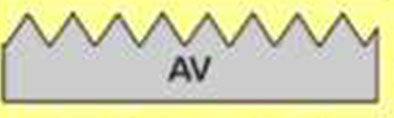
Bälteblad kan ha följande tandprofiler.
- WM. Rigget, som har denna skärprofil, är konstruerad för sågning av mjuka och hårda skogar och är universell. Profilen används på sågar med en bredd av högst 50 mm.
- AV. Tänder profil tillåtet att hantera med lövträinklusive frusen. Sådana sågar kan också producera tvärgående skärning av materialet.
- NV. Den appliceras på band upp till 30 mm bred, som kan användas för figuren skärning alla träslag.
- NU. Profilen har en stor ihålig. Används för sågning mjuka skogar.
- PV. Denna profil används på verktygsbredd över 50 mm. Tack vare PV-profilen har sågarna god stabilitet vid sågning av barrved.
- KV. Använd på vida band (upp till 80 mm) för sågning av mjukt trä.
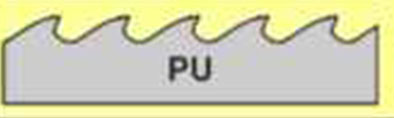
- PU. Används för sågning massivt trä på banden mer än 80 mm breda.
Layouten av tänderna
Tänderna på sågarna är skilda för att minska bladets friktion på arbetsstycket och förhindra att den sitter fast. Skärbredd bör överstiga utrustningens tjocklek med cirka 30-60%.
Skärmens layout kan vara av tre typer.
- Klassisk layout. Tänderna såg böjda i olika riktningar växelvis och till samma avstånd.
- Stripping layout.
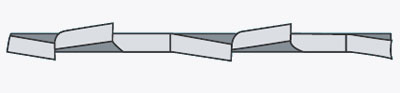
Varje två tänder, den nästföljande (tredje) böjer inte ner och har formen av ett trapezium. Klipparen är placerad i verktygets mitt och ställer in riktningen för hela bandsagen. Denna layout används för sågar som arbetar på hårda material.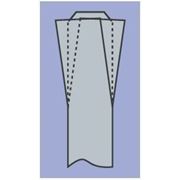
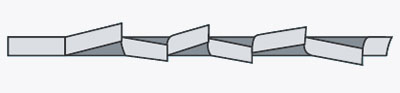
- Wave layout anses vara det svåraste. Snedningarna är böjda i form av en våg i olika riktningar.
Det är viktigt att veta att, när du gör tändernas layout, är inte allt verktyg böjt, men dess del: från 1/3 till 2/3 av avståndet från toppen av tanden. Varje verktygstillverkare rekommenderar sin egen tandböjning till sidan. Men i genomsnitt ligger det i intervallet 0,3 till 0,7 mm.
Ju mjukare materialet desto starkare sågen ska uppfödas och vice versa. Men det är omöjligt att tillåta en sådan ledning av snedställen så att i mitten av skäret inte borde snittas. Tänk på att tänderna avviker från sidan. samma avstånd. Om ledningen är ojämn kommer bandsågen att röra sig till den sida där tänderna har en starkare lutning.
Skärande bandsågar
Det är självklart bättre att skärpa en bandsåg på en speciell maskin, i specialiserade verkstäder. Ja, och professionella skärpa sågar billigt. Men om du av någon anledning inte har möjlighet att bära en skärps så kan verktyget redigeras oberoende.
Skärande bandsåg producerat av liten fil eller fil på framsidan och bakre kanterna av snittet med flera rörelser (3-4) för varje tand.

Bandsågen kan också skärpa med graveringmed hjälp av ett verktyg konstruerat för skärpning av motorsågar.


Utrustningen sätts in i gravyren, och snittet skärps med mjuka rörelser på den övre delen av snittet.

Det är inte nödvändigt att ta en stark metall, bara lätta den.
Du kan också försöka skärpa och metallsågar. Men vanligtvis skärs de inte, eftersom den skärande delen av dessa sågband är antingen bimetall eller har en släckningszon. Tänderna på sådana band arbetar tills de smuler och kan ha mikrobrytningar.Om de rinner kommer de att börja smulas snabbare eller de kommer att börja skära ännu värre.
/rating_off.png)











