Alla typer av skärare och tillbehör till manuell fräs
Fräsen är ett skärverktyg med vilken en manuell fräsmaskin eller en stationär enhet kan bearbeta ytan av olika material (trä, plast, metall). Eftersom utrustningen är konstruerad för rotationsrörelse kommer den grundläggande formen att vara skivformad eller cylindrisk. Samtidigt kan verktygets skärkanter ha en ganska invecklad form. Mills för en manuell fräs är indelade i flera typer. De vanligaste bland dem - för bearbetning av trä. Samtidigt har träskärare också en egen klassificering. Tänk på vilka typer av skärare som är avsedda för bearbetning av träytor och hur man väljer dem korrekt.
innehåll
Grooving cutters
Om det behövs välj spår vilket djup och bredden som helst, då är det i detta syfte den bästa passformen. Dess design gör att denna operation kan utföras både på ansiktet (ansiktet) på delen och på dess kant. Spårskäret används huvudsakligen när man förenar delar till en spik. Med hjälp av munstycken för en fräsmaskin som följer en linjal kan du även klippa jämnt slitsar av vilken som helst bredd.
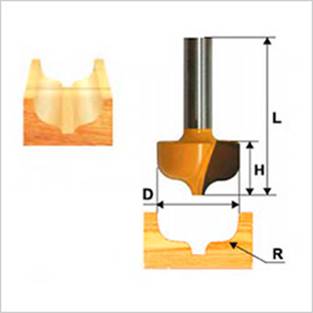
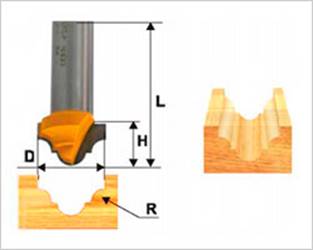
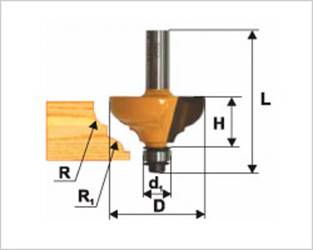
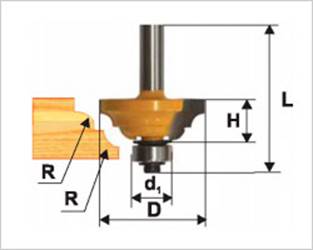
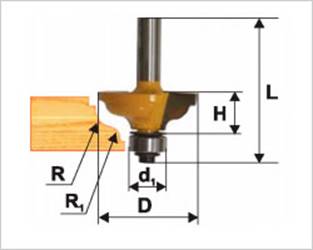
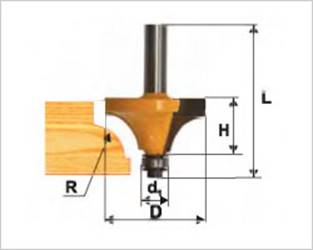
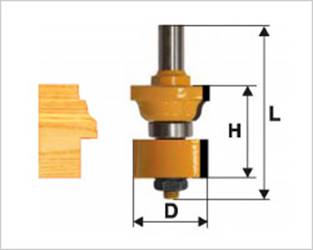
formad
Låt ge ett spår vissa former som liknar hängslen. Verktyget väljer inte bara spåren inuti arbetsstycket, men ändrar också formen på kanterna på kanten. Gör ett komplext mönster på arbetsstyckets yta, det görs först för att passera genom det med en rak skärare (spår). I framtiden förenklar detta centreringen av formverktyg.
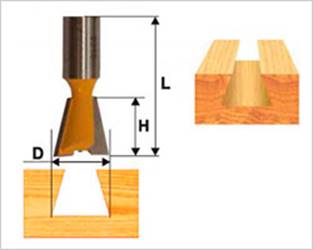
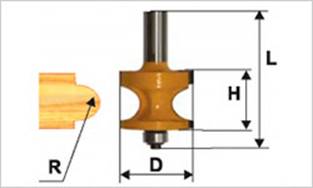
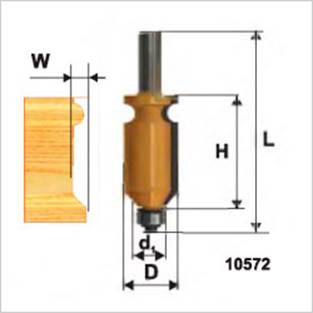
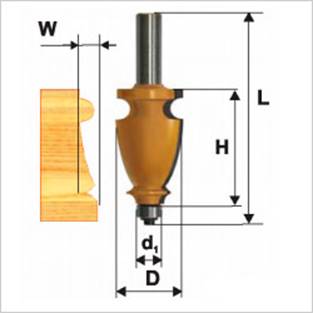
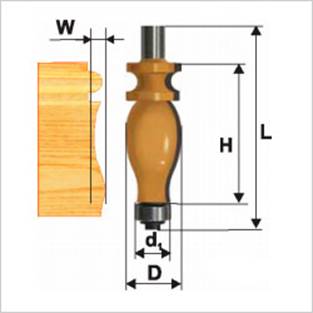
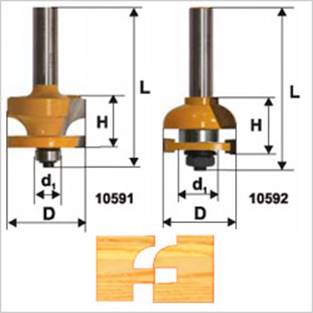
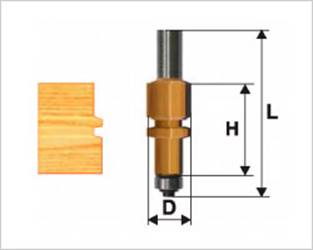
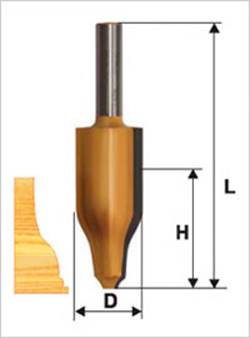
Följande figurer visar huvudtyperna av spårskärare.
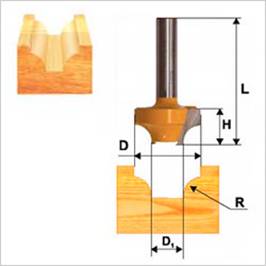
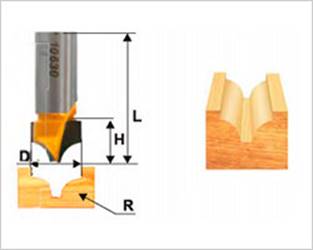
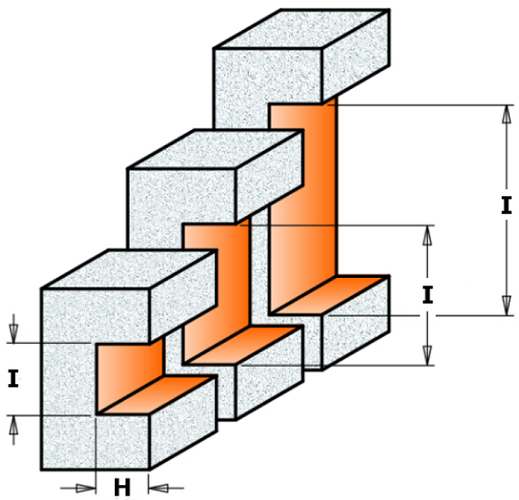
konstruktion
Efter bearbetning av arbetsstycket med detta verktyg, erhålls ett spår som liknar en trapezoid (svanshale) eller en inverterad "T".
Denna metod för att ansluta delar anses vara en av de mest tillförlitliga, eftersom spikarna rör sig in i spåren av samma form och kan inte separeras med en annan metod.
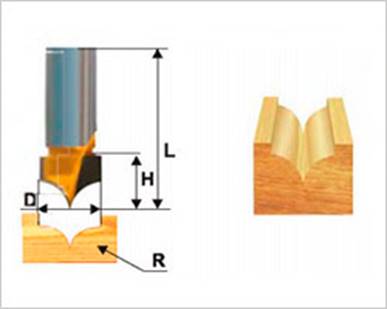
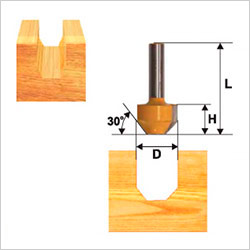
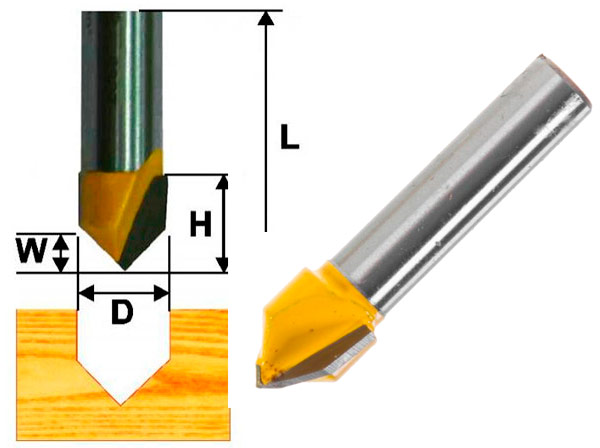
Fillett V-formad
Trots det faktum att ordet "filé" avser en halvcirkelformig urtagning eller spår, faller V-formade skärare också i denna kategori. Med verktyget kan du välja inte bara vertikala spår, men också spår i en viss vinkel. Också fräsfräs används ofta för dekorativ carving och byte av geometri av kanter i möbelproduktion.
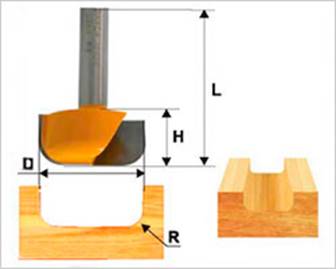
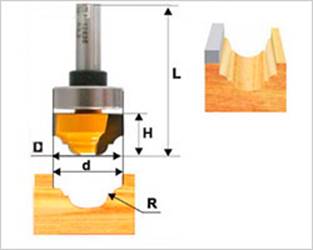
skinande
De har en rundad skärdel. Om du tittar på spåret efter dess passage i avsnittet kommer det påminna bokstaven "U".
Fräsan används för att dekorera kanterna och ändarna av träprodukter, skapa komplexa mönster på ämnet eller på olika plåster (spår) på produktens yta och på kanterna.
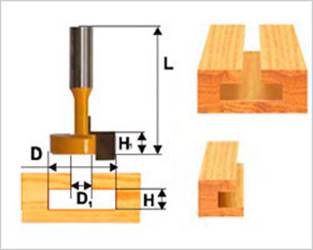
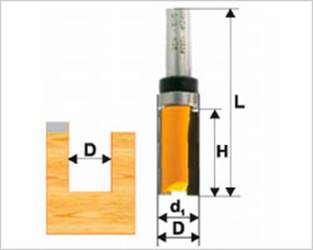
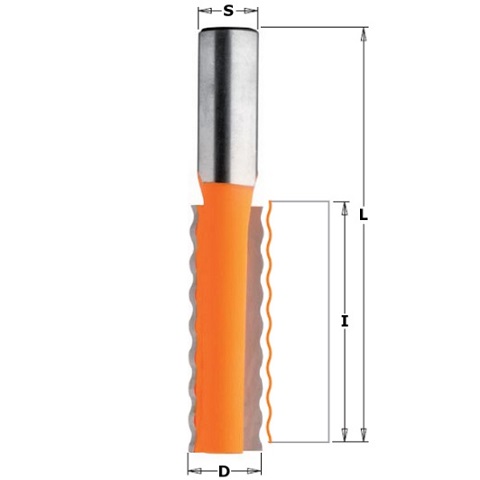
Raklinjer
Detta är det enklaste cylinderformade verktyget. Spåret som erhållits i arbetsstycket har ett rektangulärt tvärsnitt.
Utrustningen används oftast med nedsänkbara fräsar.
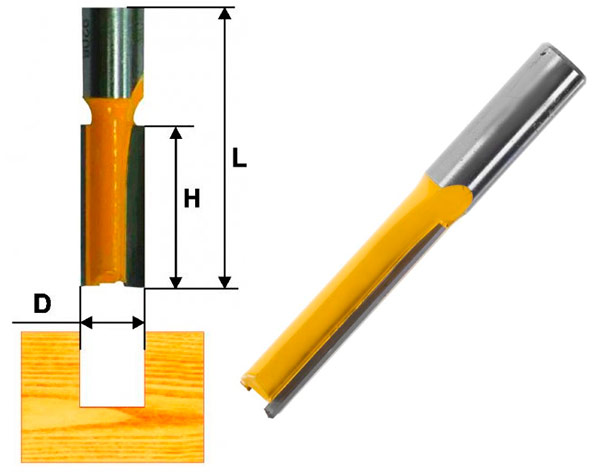
Riktiga spår (finger) skärare används om du vill välja ett rektangulärt spår med en ren botten, till exempel, för inbyggnad av dörrlås och gångjärn.
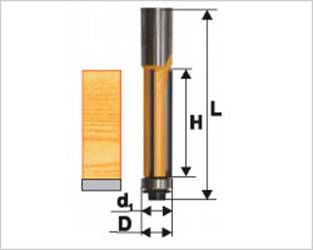
Kantskärare
I de flesta fall har kantfabrikerna trycklager. Tack vare honom är det möjligt att leda verktyget i en mall, bearbeta kanterna och kanterna på ämnena.
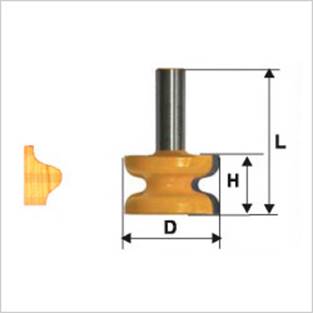
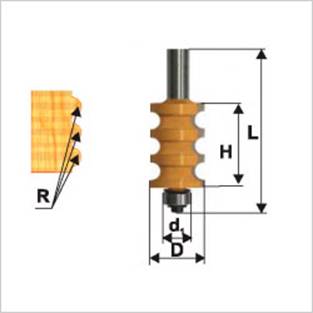
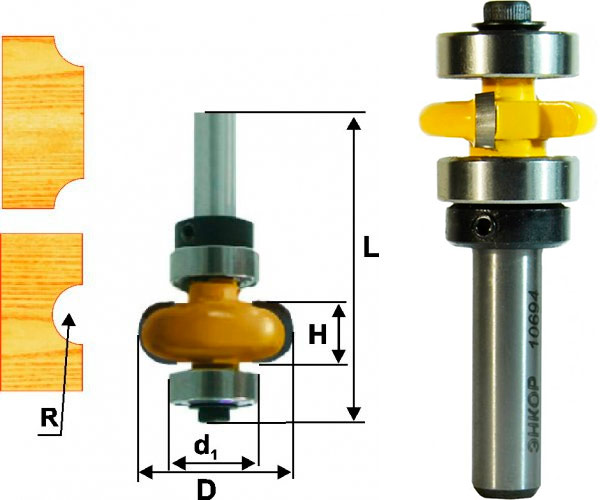
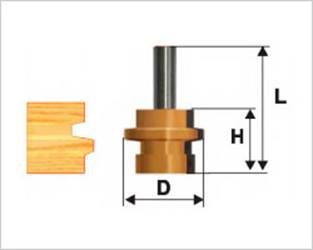
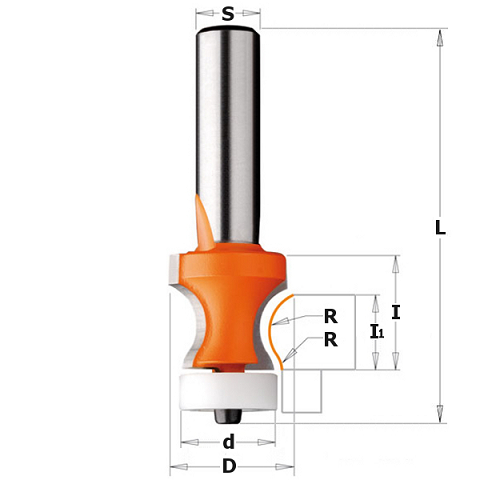
Polusterzhnevye
Verktyget skapar halvcirkelformade utskjutningar på kanterna av ämnena.
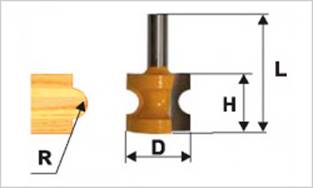
Om du använder en halvkärnskärare i ett par med en form eller filé, kan du göra ledade leder. Även halvstångsverktyg gjorda stavar med cirkulär tvärsnitt. I detta fall bearbetas arbetsstycket på båda sidor.
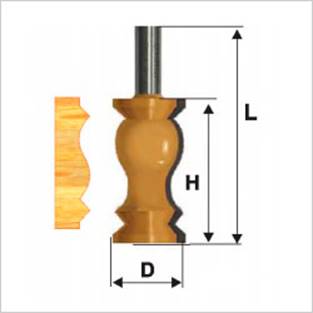
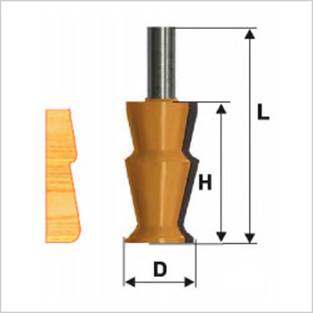
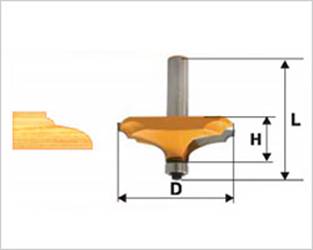
lockigt
Dessa lockiga skärare kallas också multiprofil. Beroende på uppgifterna kan befälhavaren använda en del av utrustningsprofilen eller använda den i sin helhet. I det andra fallet måste du installera verktyget i enheten, som har en kapacitet på minst 1600 watt.
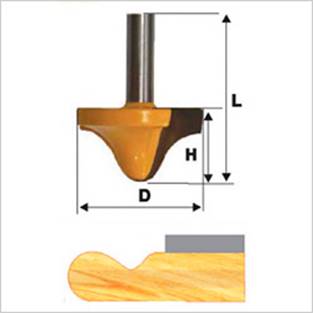

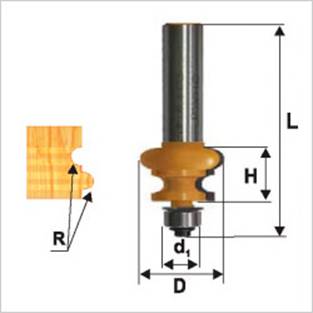
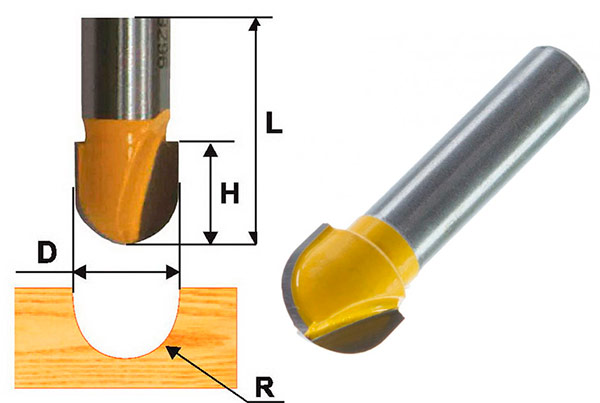
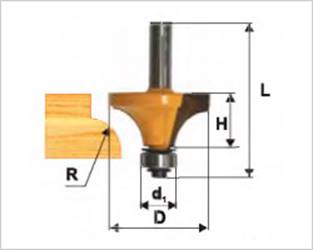
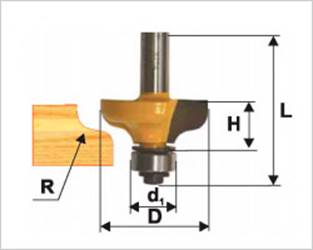
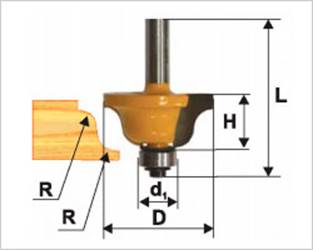
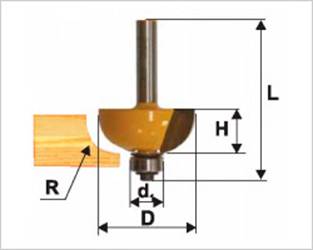
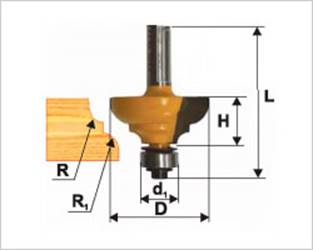
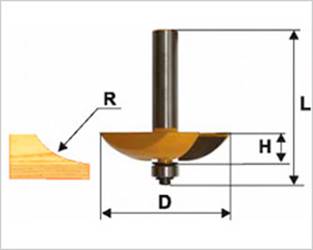
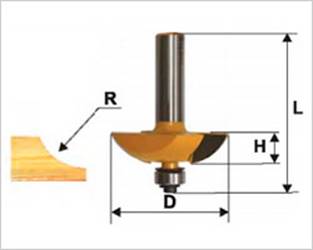
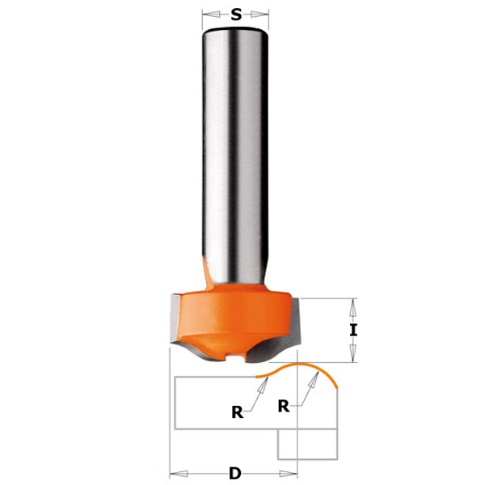
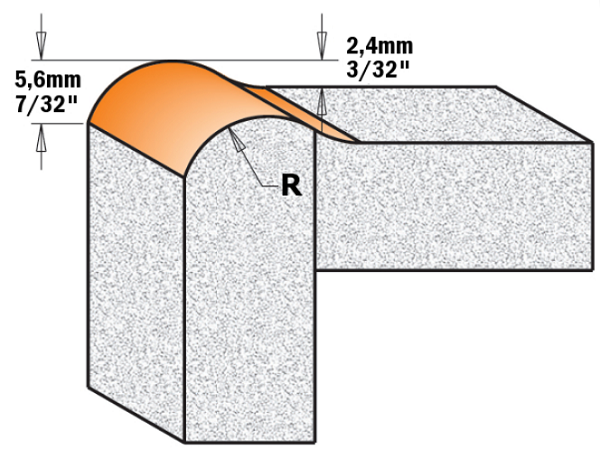
skinande
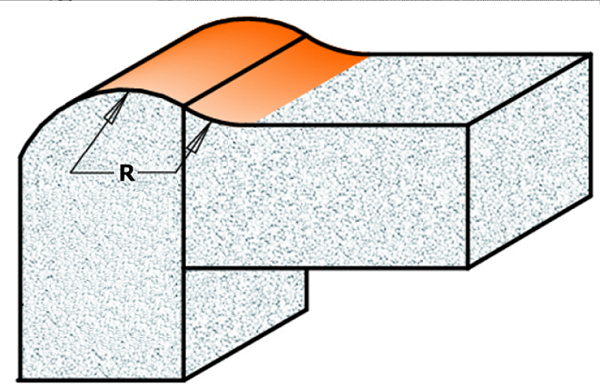
De är avsedda att ge kanterna på arbetsstycket en inre radie eller för att välja spår med cirkulär tvärsnitt.
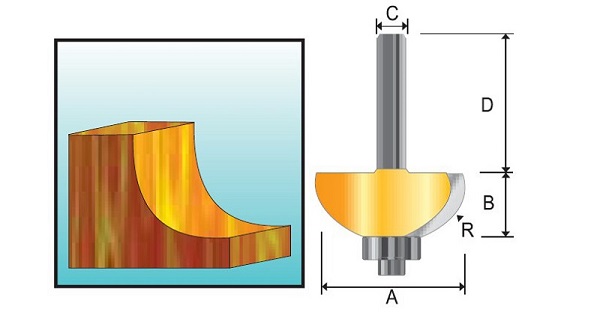
Filettbruk är utrustade med en eller två lager, vilket eliminerar verktyget.
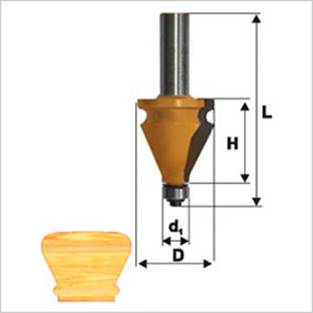
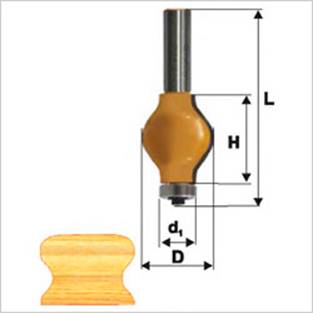
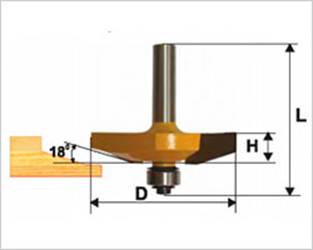
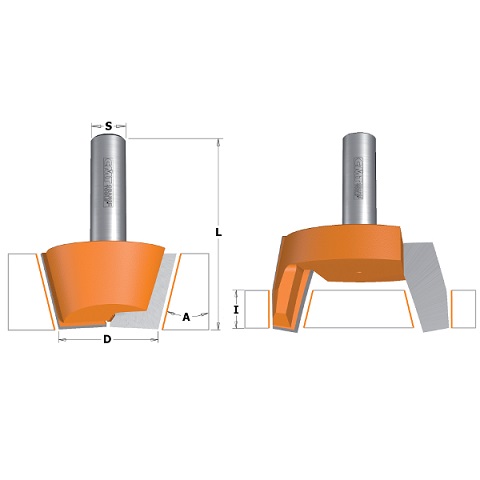
kon
Med hjälp av avsmalnande skärare kan du:
- avfasning på kanten av arbetsstycket;
- dekorera kanten på bordplattan;
- skapa en vinkelskärning på kanterna på arbetsstycket innan du klistrar dem (du kan få produkter av polygonform).
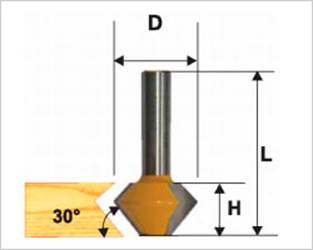
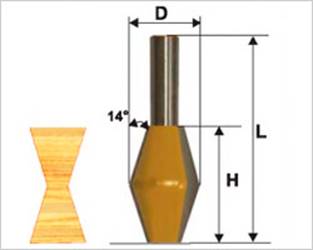
Även i denna kategori kan hänföras kantkvarn, vinkeln på blad som har 45 grader.

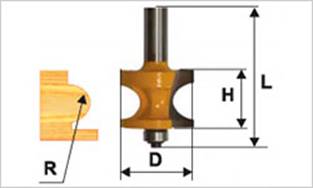
seamed
Ansök på kvartsprovtagning och spår med rektangulär sektion. Tack vare trycklageret kan sömsmaskinen användas både på raka och krökta ämnen.
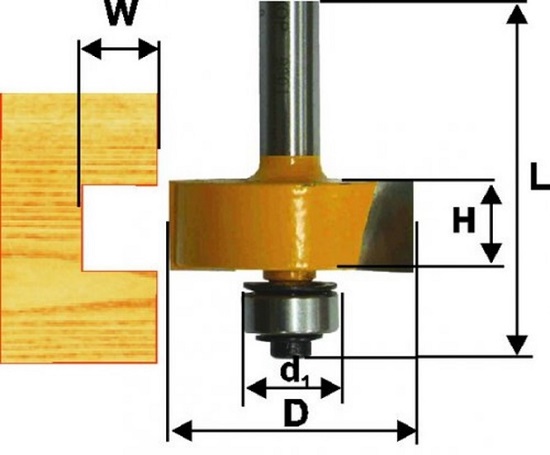
För att justera djupet på spåret används trycklager med olika diametrar.

Denna kategori gäller också disk mill. Med hjälp av det är ett spår kapat i ämnet för montering av en T-formad PVC-kant.

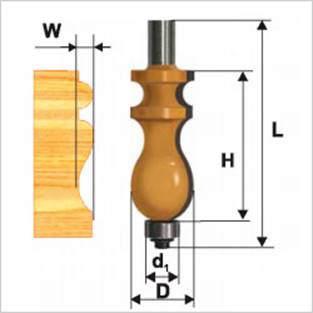
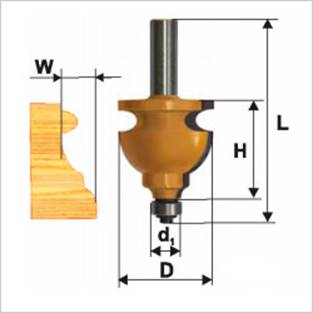
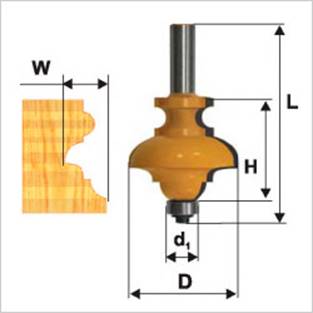
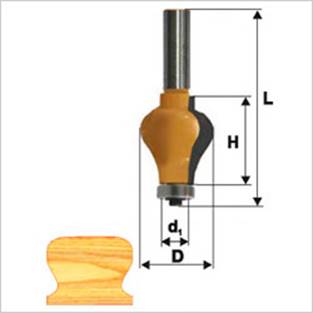
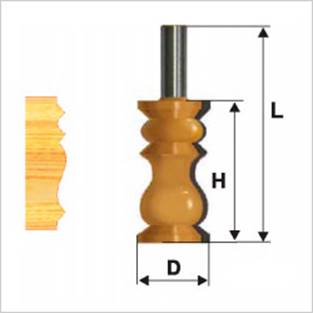
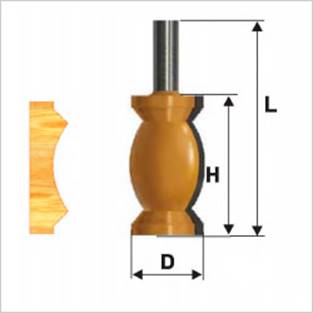
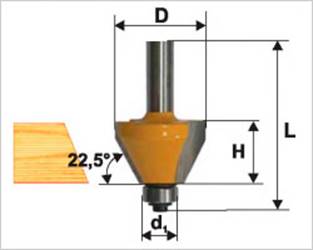
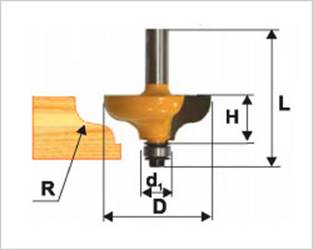
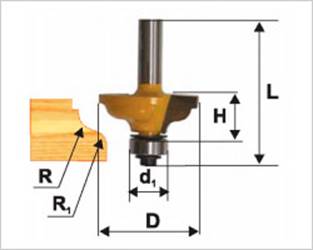
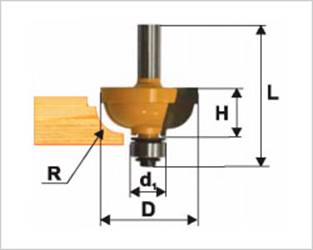
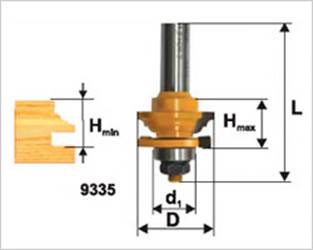
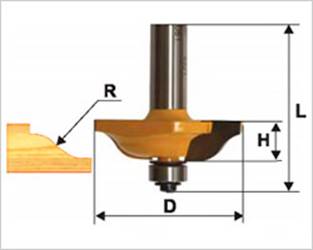
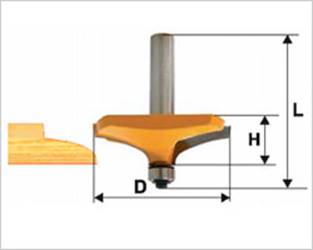
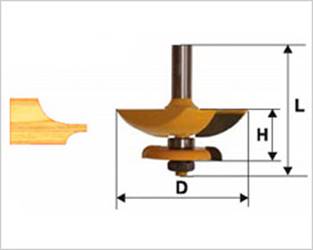
formmaskin
Frässkärare gör att du kan få bågformad, rak och formad kant på arbetsstycket. Arbeta som en del av samma utrustning är det möjligt:
- runt kanten av delen;
- få kanten med en vik;
- gör halvstångslängden;
- få hem med en svamp;
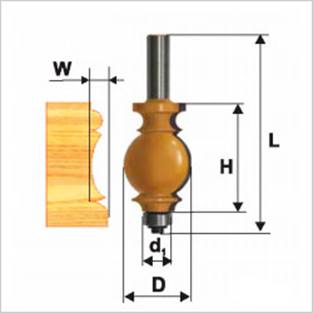
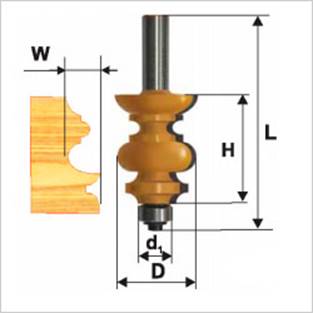
- för att göra dekorativ bearbetning av kanter, till exempel att skapa fönsterramar.
Med skärklippare kan du också skapa smycken av komplex form på kanterna och ändarna av trädelarna.
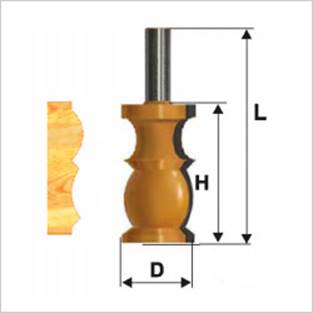
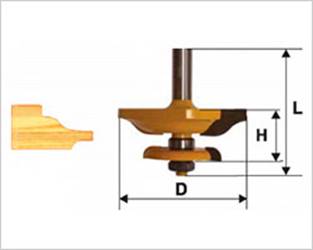
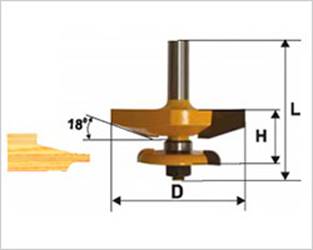
Utrustningen i denna serie kan vara dubbel, vilket visas i följande bild.
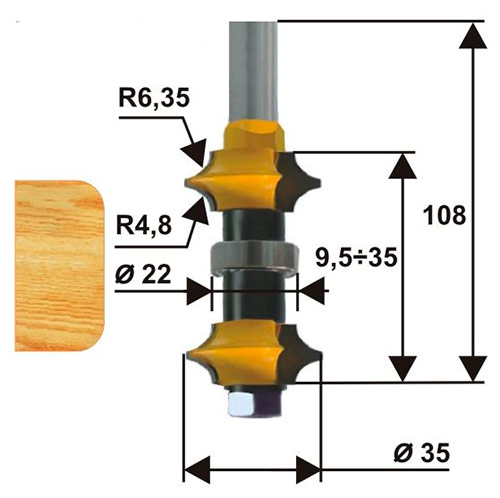
på dubbelskärare Avståndet mellan elementen kan ändras i enlighet med arbetsstyckets tjocklek. Tack vare de två elementen bearbetas arbetsstycket i ett pass, samtidigt från båda sidor.
Raklinjer
En rak kant (överkropp eller ansikte) skärare används när du slutar arbetsstyckets ändar eller skapar en idealisk vinkel på 90 mellan delens yta och dess kant (slutet). Lageret kan installeras längst upp eller ner på verktyget.
Vid lagrets nedre position är mallen fixerad under arbetsstycket och på översta plats - ovanför arbetsstycket.
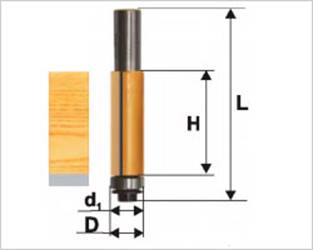
Förutom den vända funktionen kan snäpp-in med det övre lagret användas som en borrning och skära ett spår med rektangulärt tvärsnitt på ytan av arbetsstycket, givetvis med en mall av en viss höjd. Lagerets diameter är vanligtvis lika med verktygets diameter, det vill säga att den är i spola med skäreggen. Men i vissa fall ändras den till en mindre eller större diameter för att utvidga verktygets möjligheter.
Mill "majs"
Corn cutter är också kantning. Huvudsyftet är att slipa och anpassa kanterna på arbetsstycket på en mall. På grund av det speciella arrangemanget av knivarna (i en spiral) lätt borttagning av chip och verktygets smidiga kurs.

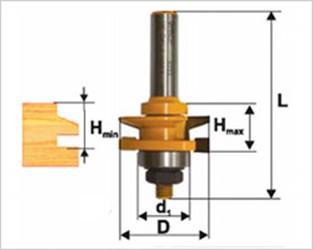
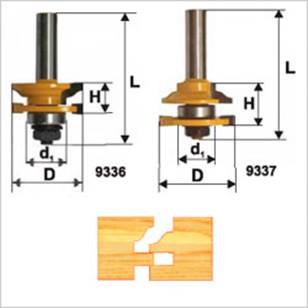
Kombinationsskärare
Splicingämnen anses vara de mest effektiva om du använder ett kombinerat verktyg. Dessa typer av skärare består samtidigt av spik och spårelement: Tack vare denna konstruktion kommer utrustningen att ta emot båda profilerna i ett pass. Som ett resultat ökar kanten som är avsedd för limning vilket har en positiv effekt på fogets styrka.
Framework
Ramverk är integrerade verktyg.Alla skärelement är installerade på basen, och befälhavaren kan placera dem i rätt ordning. Typesetter har följande komponenter:
- basen;
- skärelement
- bäring;
- bricka;
- låsmutter.
Vid byte av skärelementets placering avlägsnas skaftet inte från enhetens kollett. Det räcker bara för att skruva loss fästarna längst ner på snap-in, och alla dess element är borttagna. tack vikning design Snap-in verktygsavgångsbeloppet förblir detsamma, och omjustering är inte nödvändig.
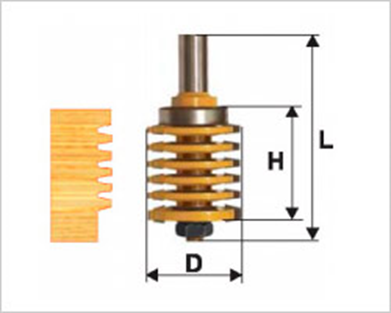
Tunga och spår
Satsen innehåller 2 skärare, en för att välja ett spår och den andra för en tenon.
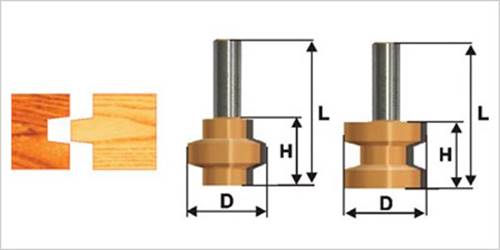
Grooving spike mills har en spegel-identisk profil av skärelementen, tack vare vilka de maskinerade delarna är splittrade så exakt som möjligt.
Den enda nackdelen med detta verktyg är att spåren och spikarna är gjorda av olika skärare, vilka måste ändras och korrigeras igen för sin utsträckning relativt basen av enheten.
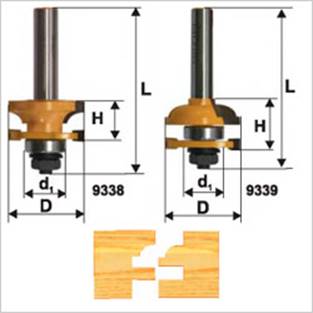
För tillverkning av foder
Klippare för tillverkning av foder i sin arbetsprincip liknar spårverktyget, men med den enda skillnaden att när anslutande delar bildas V-format spår mellan dem för att imitera en bar. För att ansluta krävs en uppsättning 2 element.
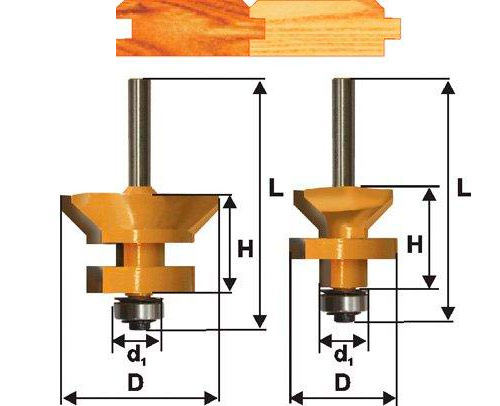
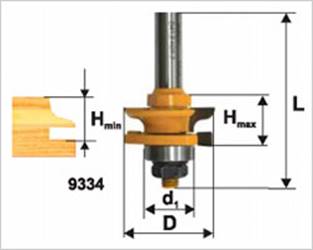
Universal
Efter att ha passerat verktyget får 2 plan, helt kompatibla med varandra, med ett spår och spik. Båda de senare ligger i en vinkel mot varandra.
För splitsning av delar används också en mikrobladskvarn.
Snap-in kan användas för längsgående skarvarämnen (vid tillverkning av sköldar) och för ansiktsskivande delar.
För hörnsplitning av trä används även utrustningen från den kombinerade serien, vilket gör det möjligt att förbereda lederna i en vinkel på 45 grader.
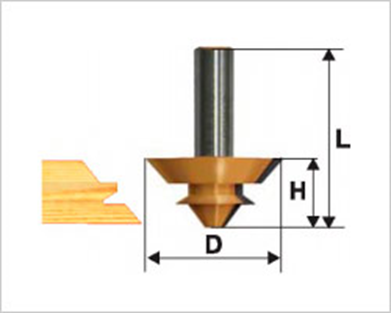
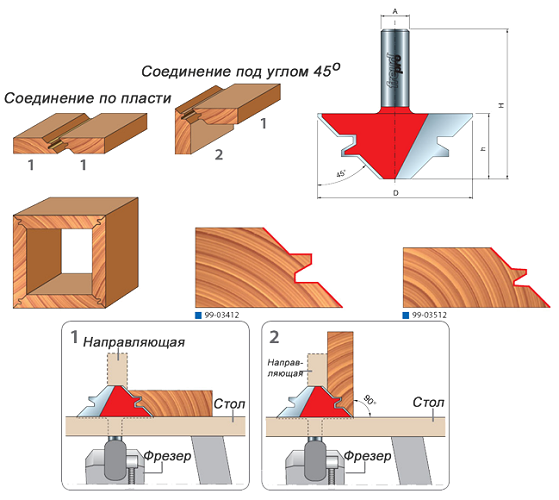
Det bör noteras att för bearbetning av arbetsstycken som måste spliceras, använd samma kombinerade skärare. Den ursprungliga utrustningen ger dig möjlighet att uppnå högsta kvalitet dockningsdelar, vilket också sparar tid, eftersom verktyget inte behöver ändras.
Cutter cutters
Använd ett verktyg vid tillverkning av paneler, nämligen för dekorativa bearbetningskanter av delar. All utrustning har ett draglager fixerat till botten.Maskinen med lageret kan bearbeta inte bara rektangulära förberedelser, utan också uppfattas. Du bör veta att verktygen för panelerna har en diameter på 50 till 70 m, för att kunna använda dem effektivt måste du ha en apparat med en effekt på minst 1500 watt. För en hushållsrouter kommer behandlingen av panelen med denna typ av verktyg att bli en överväldigande uppgift.
För tillverkning av dörrar med handfräsmaskin (vilket betyder köksfronter) måste du köpa en speciell uppsättning bestående av tre element.

Satsen innehåller följande främre skär: en panel och två verktyg för möbelrör (profilprofil).
horisontell
Ansök på förbehandling paneler. För att bilda en spets för insättning i ramens spår måste du ytterligare bearbeta kanten.
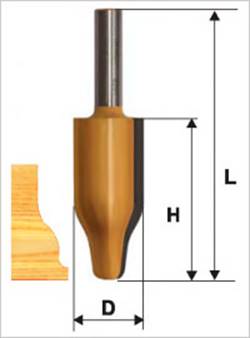
vertikal
De vanligaste vertikala skärarna använder för tillverkning av socklar.
Horisontell dubbelsidig
Denna typ av verktyg förenklar väsentligt produktionsprocessen, eftersom i en enda passage av verktyget visas en anslutningsspik och en del av en panel med en viss konfiguration på kanten.
Förutom ovanstående typer av utrustning, använder många mästare och hemlagade skärare. Vanligtvis är de en standard låssmed som borrar ner på ett speciellt sätt. Hur det här görs hemma kan du lära av video.
Kriterier för urval av skärverktyg för trä
Vid val av skär för trä för en manuell enhet ska följande verktygsparametrar beaktas.
Skaftets diameter och storlek
Det bör noteras att vissa utländska tillverkare av skärare kan indikera skaftets diameter i tum. I de flesta fall, om kollettklämman är installerad på enheten, kommer det naturligtvis inga problem med verktygsinstallationen, förutsatt att kollens diameter motsvarar axelns diameter.
Det är viktigt att veta att kolletten på en handhållen montering inte är en käftspärr på en borr, där du kan klämma fast verktyg med olika diametrar.. Colletets innerdiameter bör strikt följa diameteren på skaftverktyget. Svårigheter kan uppstå om du köper ett verktyg med en 1/2 "skaft (12,7 mm) och försök sätta den i en kollett med en diameter på 12 mm. Samtidigt kläms skaftet med en diameter av 6 mm utan problem i hylsan 1,4 "(6,35 mm).
Innan du köper en skärare, särskilt dyr, läs instruktionerna för enheten och ta reda på vilken kollett som är installerad på den.
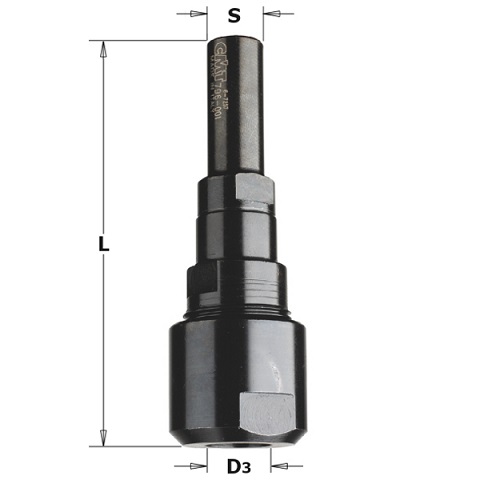
Skaftlängd verktyg är också av stor betydelse. Inte alla har långsträckta shanks, och ibland är deras storlekar inte tillräckliga för att använda verktyget, till exempel vid utsträckning av djupa spår. Dessutom kan långa verktygshylsor behövas när du monterar enheten under bordet. I det här fallet är det vanligt att använda skärförlängningsom är fastklämd i enhetens kollett.
Bladmaterial
Detta är ett viktigt kriterium när du väljer en snap. Produkten kan vara tillverkad av höghastighetsstål (HSS) eller karbid (HM). Blades från höghastighetsstål Hantera lätt mjuka skogar med låg densitet. Men för bearbetning av lövträ är dessa skärare inte lämpliga. I det här fallet kan de bytas ut med utrustning med karbidblad.
Placeringen av skärelementen
Bladen på verktyget kan placeras vertikalt, det vill säga parallellt med axelns axel eller i en viss vinkel mot den. Vertikalt belägen Blad fungerar som en planare och klippa trä mer än de skär det.Om bladen är lite slanka, kommer de därför att lämna märken på ytan de har bearbetat, vilket måste poleras.
Bladen ligger i en vinkel till verktygsaxeln arbetar de mycket renare och bildar inte marker.
Stone Cutters
För att bearbeta en artificiell sten med en router (manuell) kan du använda traditionella skärstycken avsedda för trä, men endast med karbidblad. Det finns en nyansering här: en konstgjord sten är ett kompositmaterial som innehåller de minsta slipmedelspartiklarna. Därför är det oavsett vilket slags karbidmaterial en kvarn är tillverkad av, det räcker bara att bearbeta högst 10 meter sten. vidare, tråkiga blad De kommer inte att ge den erforderliga renheten, till exempel av de limmade ytorna, vilket kommer att påverka leddets kvalitet.
Därför rekommenderar vi professionella att använda de bästa skärarna från kända tillverkare som Festool, Leuco, Titman, Leitz, Dimar. Resursen för skärverktyg som tillverkas av dessa företag är 5-10 gånger högre än för konventionella hårdmetallverktyg. "Branded" -utrustning kan redan bearbetas från 60 till 100 meter komposit.
Fräsar för trä och sten har samma utseende och har samma namn. Vissa av dem används ofta för att utföra stenverksamhet. Men det finns specialdesignade skärare. för bearbetning av kompositprodukter.
Cutter "antiperelyl"
Med denna stenklippare kan du skapa tidvattensdämpare på kök (toalett) handfat och bänkskivor av komposit. Typiskt uppträder sidans fullständiga utformning i 2 passager av verktyget.
Det finns också en modifikation av "anti-cut" skäraren, som har ett draglager.
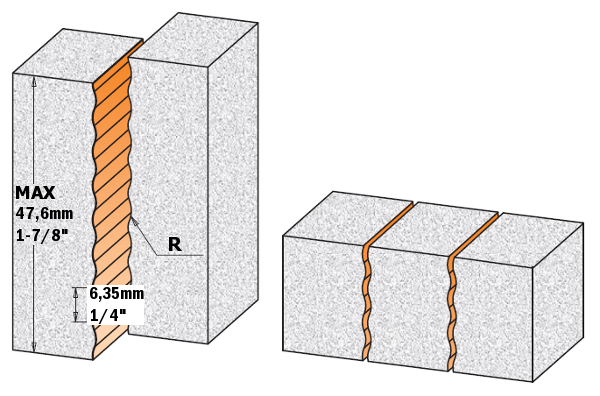
Mill "våg"
Detta verktyg är avsett för ytbehandling före splitsning. Verktygets skärdel har en vågliknande profil.
Slotted inlay
Verktyget används för att välja ett spår, vidare avsedd för inlägg med kompositmaterial.
Stone Repair Kit
Denna sats används för att reparera skador på ytan av produkter gjorda av artificiell sten. Det finns 2 element i uppsättningen. Man gör en kork, och den andra - ett hål under den.

Även för bearbetning av kompositer kan man använda skärare från företaget CERATIZIT.

Det är diamantskäraresom utmärks av deras hållbarhet. De görs genom att sintra flera lager diamantflis. Flerskiktsbeläggningen gör det möjligt att förlänga verktygets livslängd, eftersom de nya skikten av slipmedel under utbytet förefaller ersätta de bearbetade skikten.
Metal Cutters
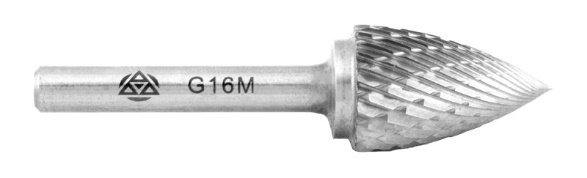
Specialtillverkat metallverktyg för en manuellt kvarn existerar inte. Normalt använder mästare verktyg som är utformat för verktygsmaskiner med lämplig skaftdiameter. Ofta använder man manuella enheter ändfabriker för att skapa spår. Men du borde veta att routern är en maskin som utvecklar höga hastigheter, vilket inte är mycket lämpligt för ändklippare. Därför bör metallen avlägsnas med minimala skikt, några tiondelar mm tjocka och i flera passager. Följande bild visar en spiralskärare för metall.

Också på routern är det möjligt att installera roterande grenar av olika konfigurationsom lätt klarar av stål, gjutjärn, rostfritt stål, mässing och jämn titan. Men eftersom de oftast har en liten skaftdiameter (6 mm) krävs en adapter för installation i en åtta millimeter hylsa.
Burrs för metall är följande typer.
- Diskenheter. Du kan göra alla slags skär och hantera spår.

- Konisk (60 °). Används för att sänka hålen.

- Konisk med en omvänd kon. Verktyget används för slipning av spår, bearbetning av skarpa hörn av arbetsstycket, avlägsnande av svetsar i hörnen av produkten, bearbetning av svårtillgängliga platser i hålen.

- Konisk med avrundning. Används för bearbetningskompisar, strippsvetsar, bearbetningsplan.

- Konisk spetsig. Verktyget kan hantera skarpa hörn, delkompisar samt fräsning på svåråtkomliga platser.

- oval. De bearbetar och expanderar hålen, samt justerar svetsarna i hörnen av delarna.

- Plamevidnye. På grund av verktygets universella form används för att skapa filéer, liksom för deras bearbetning.

- sfärisk. Verktyget kan användas för bearbetning av hål, vilket skapar halvcirkulära kompisar och bearbetningspår.

- Spheroconic Sharpened. Du kan bearbeta honungen ansluten i en vinkelplan.
- Spheroconic rundad. Samverkan med interna radier behandlas.

- Med cylindriska. Du kan bearbeta kanter, profiler, svetsar, radie spår. Även här bearbetar och bearbetar ytan för svetsning.

- Cylindrisk med en smidig rumpa. Används för bearbetning av konturer, svetsar efter svetsning, kanter, för avfasning och avbarkning.

- Cylindrisk med tänder. Snap-in med tänder i slutet används för samma ändamål som snap-in med en slät ände. Endast den här typen av verktyg kan arbeta samtidigt i två plan i rät vinkel.

Anpassningar för en manuell fräs
Huvuduppgiften som utförs av olika enheter för denna enhet är att utvidga enhetens funktionalitet. Några av enheterna levereras med enheten, men de återstående bilagorna till routern bör köpas separat eller tillverkas för hand.
Parallellt stopp
Denna enhet är tillgänglig i standardutrustning någon frysare.
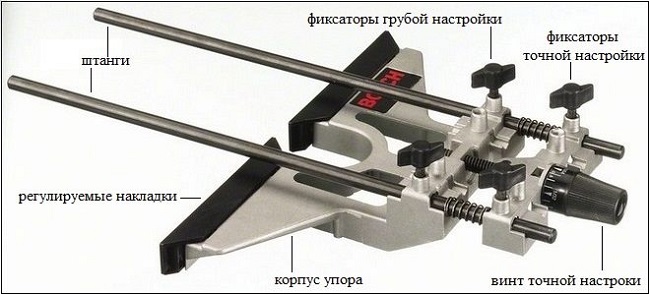
Inriktning möjliggör raka skär på arbetsstycken. Som basguide används kanten på arbetsstycket eller styrbussen.
Guide rail
Däcket fungerar som en guide längs vilken stödet stannar. Använd den här enheten, producerar rak fräsning.

kompasser
Denna enhet är ansluten till basen på enheten och tillåter radiell fräsning och skärcirklar.
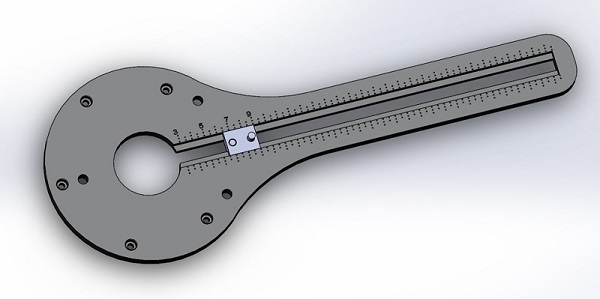

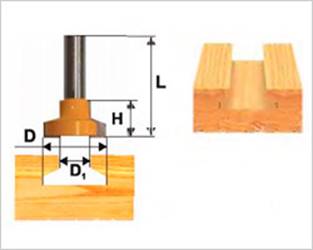
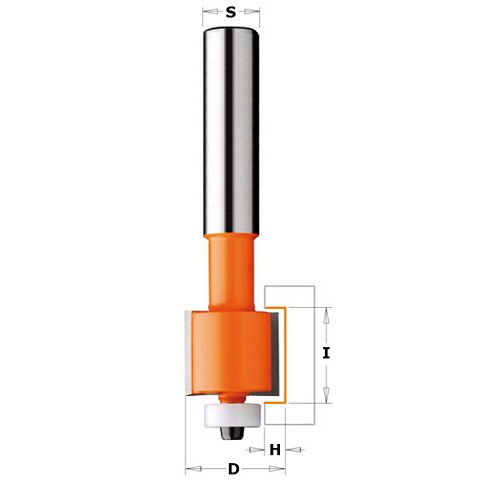
Slot selection
För slotting av en viss bredd, använd verktyget för routern, som visas i följande bild.

Spårets bredd regleras av en plattform. I detta fall används en rak spårskärare med övre lager.
cam
För att överföra någon komplex prydnad eller mönster På blankt använda specialverktyg - kopiatorer (strömavtagare).

Kopiator fungerar enligt följande:
- Arbetsstycket ligger under enheten installerad i strömavtagaren;
- en prydnad eller ett mönster som ska kopieras placeras på rätt avstånd från kopimaskinen;
- strömavtagarens pekare är inställd på utgångsläget, varefter aggregatets motor är påslagen;
- alla pekarens rörelser enligt ritningen överförs med noggrannhet till routern, och den skär en kopia av det önskade mönstret på ämnet.
Kopiera ringar och mönster
Kophylsa behövs först och främst för att skydda mallen från verktygsbladens effekter. Dessutom sänder kopieringsringen, som rör sig längs mallens kant, alla dess former till skäraren, vilken behandlar delen under verktyget.

Om hålet i mallen överstiger dimensionerna för apparatens sål kan den installeras på en plattform av lämpliga storlekar.

Hantering av rotationsorgan
Denna enkla anordning gör det möjligt att skära tvärgående och längsgående spår i cylindriska spetsar (vända bordben, poler, balustrar).

Tappningsanordning
Att göra box spikes, rak eller svanshaltig, använd en tappningsanordning.

Med hjälp av den här bilagan kan du skapa spikar med lika avstånd mellan dem, så att anslutningen av delar sker på ett idealiskt sätt.
Fixture taggspår
Spike-groove-anslutningen är den vanligaste inom snickeriaffären.

För att göra denna förening finns det speciella verktyg som heter pantorouterami.


Trots designens tydliga komplexitet är denna maskin lätt gjord för hand enligt ritningarna,vilket är nog på Internet.
Tabell för router
Genom att ställa in manuell montering till bordet får du stationär mini-maskin. Med hjälp är det bekvämt att hantera små och långa delar som inte kan klämas fast med klämmor. Det finns färdiga fräsbord, speciellt konstruerade för att fästa handfräsmaskiner. Nedan följer en tabell framställd av Corvette.

Men som praktiken visar föredrar de flesta hantverkare att göra fräschbord. gör det själveftersom deras design inte är komplicerad. Bordsskivan kan vara gjord av tjock plywood eller av laminerad spånskiva med tjocklek 16 mm eller mer.

Enhet för panelerna
Om du skär en isosceles triangel, till exempel från plywood, och fäst den till routerns bit, så som visas i följande bild får du en enkel armatur för bearbetning av dörrpaneler.
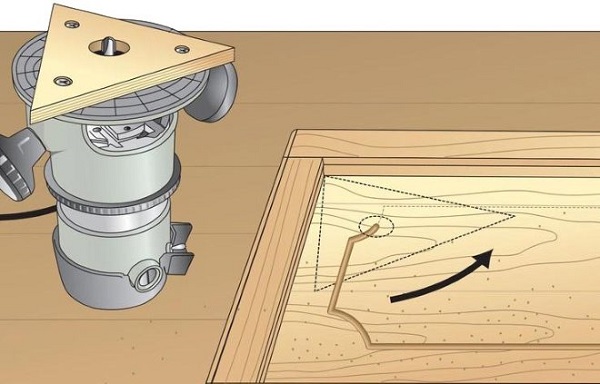
Det här fodret möjliggör ytterligare dekoration av redan färdiga dörrar, utan att demontera dem utan att använda mallar.
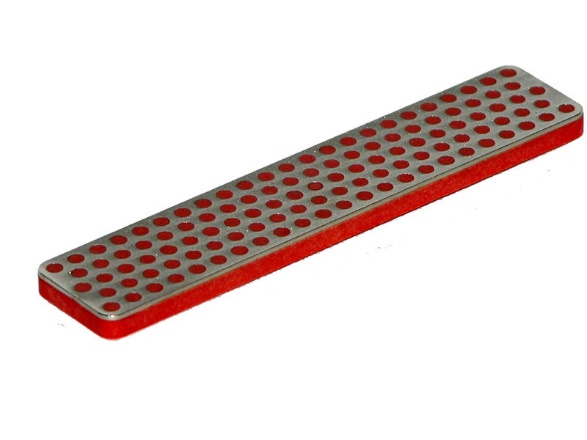
Hur man skärpa en kvarn hemma
Slipning av skäret bör utföras först efter fullständig avlägsnande av kol och smuts från kropp och skärelement. För dessa ändamål är det bättre att använda en speciell rengöringsvätska (visas i figuren nedan).

Sätt på de skärande delarna av utrustning och vänta flera minuter att det löst en insättning. Då ska du ta en vanlig tandborste och rengöra bladen noga av eventuell kvarvarande smuts. Efter rengöring kan du fortsätta med skärpningsprocessen. För att utföra denna operation hemma måste du först köpa uppsättning diamantstängerolika spannmål.
För grovslipning av begagnade barer med större korn. Men processen med att räta ut bladen måste alltid sluta med polering med det finaste slipmedlet.
Gör så här för att skärpa bruket:
- placera stången på kanten av bordet och fukt den med vatten. Skruva fast armaturen om det behövs.
- lägg verktyget på baren så att dess skäregg är i kontakt med baren längs hela dess längd;
- Kör slipmaskinen i släta rörelser med samma tryckkraft, vätska med jämna mellanrum.
- Gör samma antal rörelser för varje verktygsblad, så att kantning av kanterna sker jämt.
Om utrustningen som är förberedd för skärpning har ett draglager måste den avlägsnas innan processen börjar.
Naturligtvis, om det finns ett sådant tillfälle, är det bättre att överlämna skäret för slipning i en specialiserad workshopdär det kommer att återställas på exakt utrustning. Denna procedur är billig jämfört med kostnaden för diamantstänger.
/rating_on.png)
/rating_off.png)











