Tillbehör för cirkulära, miter och sabersågar
Sågskivan är det integrerade elementet i vilken motorsåg som helst. Den är installerad både på manuella skärverktyg och på stationär utrustning. Det finns många typer av skivor som skiljer sig i form av skärande tänder, vinkeln på skärpningen, diametern och materialet från vilket de är gjorda. Från rätt val av utrustning för en viss typ av material beror på verktygets prestanda, klippets kvalitet och operatörens säkerhet.
innehåll
Hur man väljer skivor för cirkulära och miter sågar
Du bör veta att byta typ av skiva på en såg, du kan hantera följande material:
- mjukt och hårt trä;
- Material baserade på trä (MDF, MDF, laminerad spånskiva, OSB, plywood, golvlaminat etc.);
- naturlig och konstgjord sten;
- icke-järnmetaller;
- plastprodukter;
- metallprodukter (korrugerade, rör, metallprofiler, tillbehör etc.).
Varje skärverktyg har vissa egenskaper som bör beaktas före användning.
Ytterdiameter
Diametern på det installerade skärverktyget kan inte vara större än skyddskåpans innerdiameter. I olika modeller av enheter kan täcken ha både små och stora storlekar. En stor diameterskiva passar inte under höljet med en mindre inre diameter. Samtidigt kan du installera en liten skiva under ett stort hölje, men samtidigt betydligt minskad säkerhet vid användning av enheten.
Djupet av en snitt beror på utrustningens yttre diameter. Men följande mönster bör beaktas: Ju mer utrustningen är nedsänkt i arbetsstycket,Ju större belastningen faller på apparatens motor.
Skivans diametrar för en handhållen cirkelsåg kan ligga i intervallet 130-250 mm.
Borrdiameter
Det är väldigt viktigt att maskinaxelns och disksätets diameter matchar varandra. Vissa typer av sågutrustning har Ytterligare hål för stel fixering på stiften. Utrustningen har som regel platser i följande storlekar: 16, 20, 22, 30 och 32 mm.
Antal tänder
Denna parameter påverkar ren materialhantering och prestanda. Ju färre tänder verktyget har desto snabbare är saken sågad på grund av bättre chipavlägsnande. Men minskningen av antalet snedställningar leder till en minskning av snittets kvalitet. Ökning av antalet tänder, förbättrar kvaliteten på skuren. Men det är värt att veta att ju fler tänder verktyget har desto större belastning upplevs av apparatens elektriska motor. Konventionellt är utrustningen för cirkelspårsågar uppdelad i tre grupper:
- från 80 och flera snedställningar - ett stort antal;
- från 40 till 80 snedställningar - det genomsnittliga antalet;
- från 10 till 40 tänder - en liten mängd.
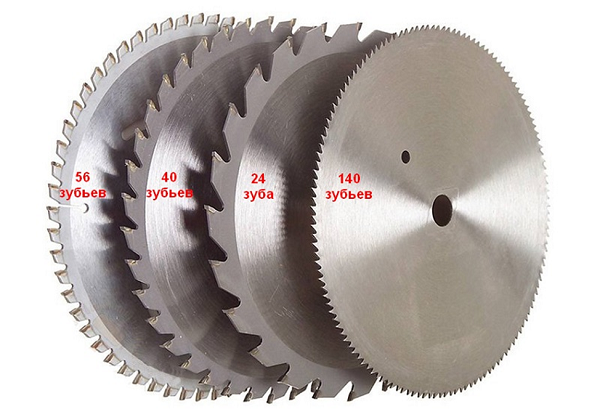
För varje specifik uppgift väljs utrustningen med det önskade antalet skärelement:
- Det maximala antalet tänder som krävs för att skära trä över fibrerna.
- För sågning i träfibrer är det bättre att använda ett verktyg med ett litet antal snedställningar (upp till 60).
Tänder lutning
Utrustning för manuell eller stationär cirkulär har en skillnad i lutningsvinkeln hos tänderna. Det är både negativt och positivt med avseende på diskens radie.
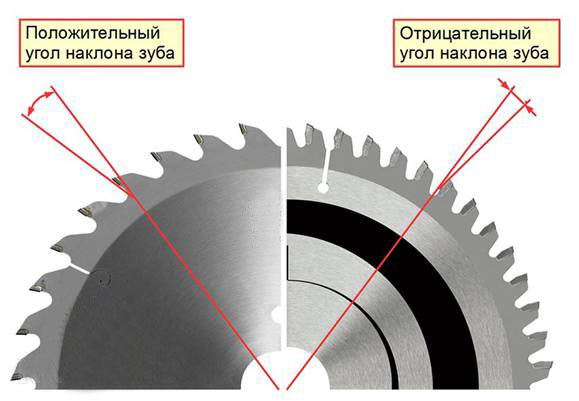
Höjden av snedställningarna kan vara följande:
- vinklar från 5 till 15 ° betraktas som standard;
- vinklar från 15 till 20 ° kallas aggressiva (positiva);
- vinklar från 0 ° till -5 ° kallas normala (negativa).
För miter såg Det är vanligt att använda skivor med noll eller negativ lutning av snedställen. Detta beror på det faktum att verktygets arbetsdel kommer in i arbetsstycket längs en annan väg än den cirkelsåg som är monterad på handverktyget eller på maskinverktyget. skiva med noll eller negativ lutning av snedställen som den pressar på arbetsstycket ovanifrån och repor materialet. I detta fall förblir arbetsstycket stationärt, vilar på begränsaren, vilket inte tillåter skivan att trycka bort den.

Om du installerar en liknande skiva på ett cirkulär, blir det ganska svårt att göra en longitudinell skärning. Sågen kommer att börja trycka arbetsstycket, skärelementen kommer igensatta med sågspån och en överbelastning av motorn på enheten kommer att uppstå.
Det är särskilt farligt att installera ett verktyg med en negativ lutning av snedställen på handhållna cirkelsågar, eftersom på grund av den omvända påverkan blir det svårt att hålla verktyget i dina händer.
För cirkulära kraftsågar Det är klokare att använda en snap med en positiv lutningsvinkel på tänderna. Klippare i detta fall, vid en viss vinkel mot arbetsstyckets yta, kommer att krascha in i det som ett plan och dra arbetsstycket under dem.
Cutter konfiguration
Syftet med en skiva kan hittas på grundval av skärmens utformning.
- Räta skärpa tänder gör att du kan klippa trä snabbt, men samtidigt smutsigt.
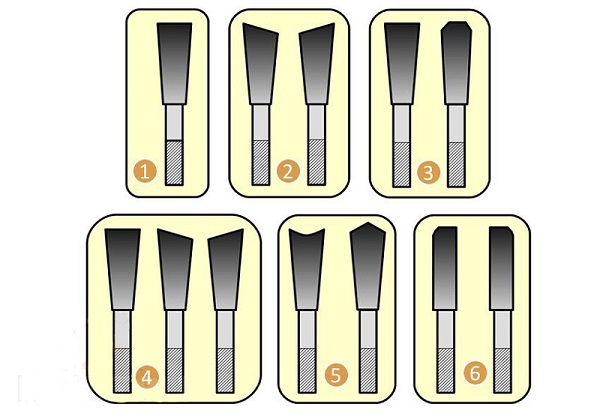
- Tänder som har en alternativ vinkel i olika riktningar, låter dig klippa ved i olika riktningar, men kan inte stå för chockbelastningen.
- Kombinationen av trapezformiga och plana tänder möjliggör undvik chippning på de övre skikten av materialet, till exempel vid skärning av spånskiva och plast.
- Kombinationen av tänder med tre typer av skärpning ökar skärhastigheten och ger bra resultat rena kanter vid sågning av både mjuka och hårda material.
- Växlingen av triangulära tänder och tänder med en konkav skärkant gör att du kan klippalaminat utan förkrossning.
- Serrated chamfers med breda ryggar kan tåla slå cement och naglar på skärlinjen.
skärning metallskiva för en cirkelsåg har den en något annorlunda tandkonfiguration.

På grund av denna geometri av skären och materialet från vilken de tillverkas (keramisk metalllödning), ökar verktygets produktivitet, vibrationen minskar och processen med metallskärning sker utan gnistor.
Skivtjocklek
Snäppets tjocklek beror på snedbredd. Sågklingans standardtjocklek är 3,2 mm. Det är viktigt att ta hänsyn till det vid tillverkning av möbler, till exempel när ett arkskärningsark är upprättat. Dessutom beror det på skivans tjocklek styrka. Tunt verktyg överhettas snabbt under tunga driftsförhållanden. Utrustningen med stor tjocklek skiljer sig i hållbarhet, men bearbetar en stor mängd material i spån.
Skivtyp
Sågskivor händer monolitiska och hårda legeringar. Vid tillverkningen fasta skivor En platta av fast metall används, materialet för vilket är kolväte eller höghastighetsstål.Dessa skivor är väl lämpade för sågning av polymerer och trä. Fördelarna med monolitiska diskar innefattar följande:
- låg kostnad;
- lätt skärpa skärarna (kan skärpa självständigt utan att använda sofistikerad utrustning);
- möjligheten till flera skärpningar, vilket ökar verktygets livslängd.
Materialdukar för karbidskivor fungerar som verktygsstål. Men själva bearbetningständerna förstärks genom lödning från ett hårdmetallmaterial. Denna lösning ger skärverktyget ett antal fördelar:
- ren klippning;
- behöver inte en tandskillnad
- skärning av hårda material är möjligt;
- Efter slipning har snedställen en längre livslängd än snabba ståltänder;
- hög skärhastighet;
- tillförlitlighet i arbetet
- ett brett sortiment som gör det möjligt att flexibelt välja utrustning för olika typer av arbete.
Men karbidskivor har nackdelar. Det kan noteras den höga kostnaden och det faktum att skärpning sker endast på speciella maskiner.
Skivkonstruktion
Vid val av tillbehör till cirkelsågar bör man ta hänsyn till produktens kvalitet, som du kan lära dig om genom att noggrant inspektera disken. Bra sågklingor för trä är laserskärna av plåtstål, och sedan noggrant balanserade och polerade. Tecken på de åtgärder som utförs på skivan kan ses om du tittar på dess yta i ljuset. Det kommer att finnas synliga radiella märken kvar av slipmaskinen, som avviker genom tyget, från monteringshålet. Budgetsågar har inte sådana märken, vilket tyder på att det inte finns någon balansering.
Förtjänar också uppmärksamhet och slipkvalitet. Skivans kropp bör inte vara grov men ha en jämn yta. På den dåligt polerade snap-in kommer att hålla fast hartset i träet och förhindra sårprocessen.
För att kompensera för expansionen av metallen vid uppvärmning, liksom för att minska buller och släcka vibrationen hos skivan, görs det på sitt plan radiella slitsar.

På dyrare utrustning med hjälp av lasertunneln spiralspår, och ett skyddande skikt appliceras på skivans yta.

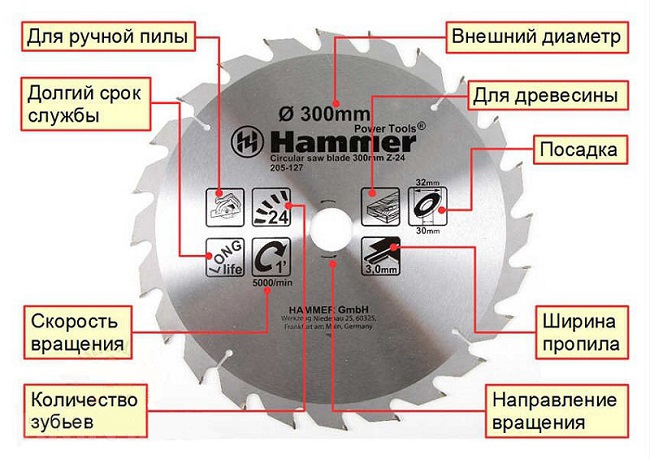
Kvalitetsskivan för cirkelsågen är inte märkt med färg, alla inskriptioner på dess yta appliceras lasergraverare. Från märkningen kan du lära dig mycket information.Vilken som visas i följande figur.
Hur man skärper en skiva med egna händer
För att skärpa en cirkelsåg beaktas fyra grundläggande vinklar:
- a är ryggvinkeln;
- y är rakevinkeln;
- β är konisk vinkel, ges av bakre och främre vinklar (P = 90 ° -γ-a);
- Ɛ1 och Ɛ2 är avfasningsvinklarna för både fram- och bakplanen.
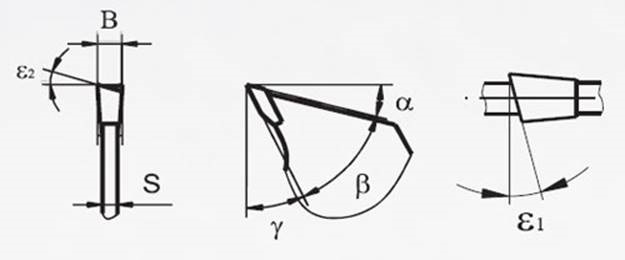
Verktygets skärvinkel väljs utifrån vilken typ av material som ska bearbetas och i skärets riktning, vilket är mycket viktigt vid skärning av trä. För att skära längs träfibrer måste verktyget ha tänder med en tillräckligt stor rakevinkel (från 15 ° till 25 °). För skärning över fibrer krävs en rakevinkel (y) från 5 ° till 10 °. På universalsågar som gör det möjligt att skära både längs träskivan och över, har skärets hakvinkel ett medelvärde som är lika med 15 °.
Det främre vinkelns negativa värde används för verktyg som måste skära av plast, icke-järnmetaller och möta träämnena.
Dessutom påverkas skärpningsvinkeln av materialhårdhet. Tandens avsmalnande (β) måste minskas innan hårda material skärs.
Skärpa regler
Oftast bär karbidlödning längs sin övre kant. Med tiden blir den avrundad och avrundad med ca 0,1-0,3 mm. Förbränningsfrontens framsida sliter också ut. Starka slag av skärelementen bör inte tillåtas, eftersom det är nödvändigt att slipa mer material från verktyget för att anpassa kanterna. Det faktum att verktyget är tid att skärpa kan bestämmas av snittets kanter och av snittets kvalitet: det finns sönderrivna kanter med ett stort antal marker.
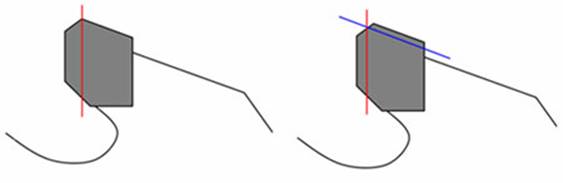
Med korrekt hållning av slipningsåtgärder blir det möjligt att skärpa skärarna cirka 25-30 gånger. Detta säkerställer skärmens skärpa skärpa. För att uppnå sådana resultat och avsevärt förlänga livslängden för utrustning, rekommenderas att skärpa tanden längs bak- och framplanen. Självklart kan du slipa och ett plan i sågtandet, men antalet försök samtidigt minskar med 2 gånger. Figuren nedan visar hur slipning av en tand längs en och båda planerna påverkar skärmens mängd.
Vid skärpning av snedställen rekommenderas att man gör det sista passet med ett slipmedel på tandens bakre plan.I genomsnitt bör mängden slipning av metallets metall vara i intervallet 0,05-0,15 mm.
Innan skärningsproceduren startas, är det nödvändigt att ta bort all smuts från sågklingan och ta reda på värdena för skärvinkeln, som vanligtvis anges på verktyget.
Skärpa skivan hemma
Sågskivor skärps vanligtvis på en speciell maskin. Att köpa en liknande maskin till huset är inte meningsfullt om du inte kommer att öppna ett verktygsslipningsföretag för cirkelsågar.
Men hur man skärper en cirkelsåg utan professionell utrustning? För att skärpa sågklingan med egna händer, behöver du närvaro av:
- slipmaskinen (det är möjligt att anpassa den bulgariska till dessa ändamål);
- slipande hjul (bättre om det är en diamanträtt för skärpa);
- enkel fixtur som kan tillverkas av spånskivor.
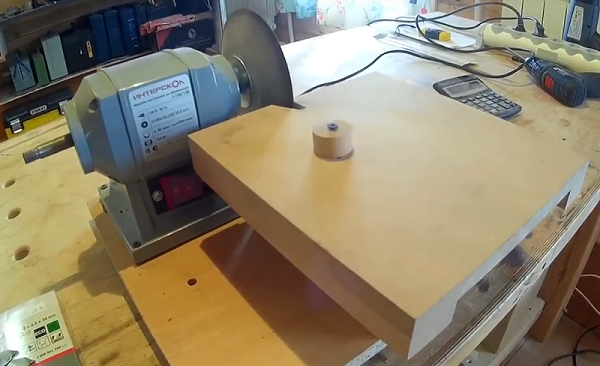
Den sista enheten är ett bord som består av en rörlig övre vagn och en fast bas. Följande bild visar basen utan vagnen.
För att vagnen ska kunna röra sig korrekt, i horisontalplanet längs kanterna kan du fästa lamellerna eller installera den på teleskopskenor.Vidare, i en viss plats för vagnen (experimentellt) installeras en bricka med en diameter som motsvarar verktygets fästhål.

Sågskivan sätts på denna bricka och flyttas tillsammans med vagnen till diamantcirkeln.

För jämn skärpa är det möjligt mellan två tänder (vänster och höger på slipskivan) att skruvas in med hjälp av en självgängande skruv, som ska fungera både som stopp och stopp.
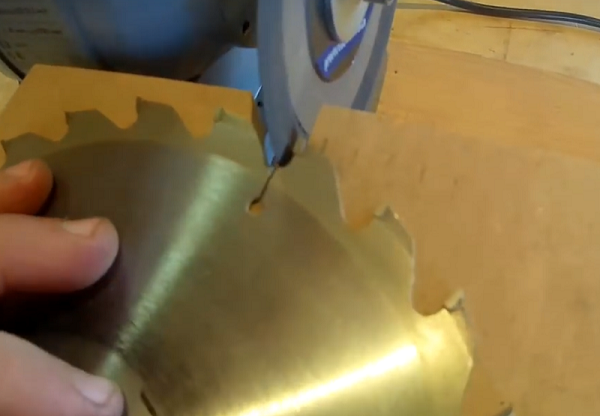
Efter att den första skäraren har redigerats (det rekommenderas att markera med en markör), vagnen rör sig bort från diamanthjulet, skivan flyttas med en tand längs stoppen och slipningen av cirkelsågen fortsätter.
Om du vill slipa av tänderna i en vinkel kan du lägga en tunn remsa av lämplig tjocklek under bordet på ena sidan och skärpa den genom en tand. Vidare är planken innesluten under den andra sidan av bordet, och operationen upprepas på icke lagrade snedställningar.
Typer av sabersågblad
Skärverktyget för en sabersåg är ett blad, vilket är en platta av speciala höghållfasta legeringar, som har skärande tänder på ena sidan. Med hjälp av olika typer av tyg kan du göra skärningar utan chipping och burrs med maximal precision.
Tändernas form
Formen och storleken på knivens tänder beror på skärets renhet och skärhastigheten. Även för bearbetning av vissa typer av material utvecklade en speciell form av skärare. Så, sabersågblad kan ha följande tandformer.
- M-formade tänder. Duken har fräsa skär, vilket gör det möjligt att skära material både på framåt och bakåt. Riggningen används för att skära järn- och järnmetaller, rostfritt stål och trä, speciellt om det innehåller metallpartiklar samt olika plasttyper.

- Skarpa, fräsa, rörliga tänder. Bladet har skilda skärare och används för direktskärning av alla typer av trä, inklusive de med metallpartiklar.

- Korrugerade fräsar. Utrustningen används för skärning av metall upp till 2,5 mm och eventuella träslag med metallinkluderingar.

- M-formad, lutande, med variabel tonhöjd. Detta är en mångsidig och högpresterande utrustning med skilsmässiga tänder. Konstruerad för skärning av alla typer av trä med metallinklämningar och för skärning av metall upp till 2,5 mm.

- Små, malda, skilda skärare. Duken används för direktskärning av metallprodukter med en tjocklek av högst 1,5 mm.

Dessutom skiljer sig målningarna i materialet från vilket de tillverkas, vilket framgår av de märkningar som tillämpas på någon typ av utrustning.
Märkning av dukar
Sågklingor är gjorda av följande material.
- HCS. Denna markering indikerar att verktyget är högt kolstål. Sågar är konstruerade för att skära trä och produkter baserade på den, såväl som plast och gummi.

- HSS - Det är verktyg med höghastighetsstål. Med det kan du arbeta på icke-järnmetaller, samt skärplåt och profilmetall.

- BIM - Det är en bimetallisk legering, som är en kombination av starka och flexibla stål HSS och HCS. Dessa blad har lång livslängd och används för att skära betong, samt sågbräda med naglar.

- HM / CT - Det här är en karbidverktyg. Såg används för att skära porösa och slipande material: konstruktioner av betong, glasfiber och glasfiber, betong och kakel.

- CV - Det här är en krom-vanadinlegering. Den utrustning som tillverkas av den kännetecknas av hög slitstyrka och används för plast och trä av alla arter.

Urvalskriterier
När du väljer en duk för en sabertypenhet, måste du först och främst vara uppmärksam på verktygshölje. Fästning av tyg kan vara både universal, lämplig för de flesta modeller av enheter, och är endast avsedd för ett märke av sabersågar.
Också av stor betydelse tandstorlek. Stora tänder ger en hög skärhastighet, men kan inte ge god kvalitetsklippning. Därför, för att få en snygg snitt, använd ett verktyg med en liten tand.
Klippare av sabertyp dukar kan vara slipad eller malet. Snap, med polerade skärare, som används för att skära mjuka material. För att klara av metall eller lövträ, använd sågar med fräsar.
Kläder med skilda tänder präglas av hög produktivitet, medan bearbetning med vågiga snedställningar behandlar delen mer kvalitativt.
/rating_off.png)











