Hur man arbetar omformaren
Svetsutrustning idag representeras av många sorter. Men det mest populära bland hantverkare var invertermaskiner på grund av sin kompakta och mångsidighet. Svetsomvandlaren är den utrustning som gör det möjligt för mastern att utföra olika typer av svetsarbeten. Men för att kunna utföra dem kvalitativt är det inte tillräckligt att ha en dyr enhet, du behöver också lära dig hur du använder en svetsmaskin.
innehåll
Installation och anslutning av enheten
För att effektivt och säkert använda omformaren är det först och främst nödvändigt att förbereda den för drift. Denna process utförs i flera steg. Den första uppgiften är att installera och ansluta enheten. Omriktarens installation måste utföras enligt vissa regler:
- Enheten måste placeras så att den ligger på minst 2 m avstånd från väggarna eller föremålen.
- enheten måste vara jordad
- Svetsplatsen måste väljas så att den ligger långt ifrån brandfarliga föremål.
- Det rekommenderas att laga mat på en fri plattform eller på ett metallbord.
Det är möjligt att ansluta omformaren till hushållsnätet (220 V) och till nätverket, med en spänning på 380 V, som vanligtvis används vid produktion. Om du tänker använda enheten från elnät, kan den anslutas till generatorn, diesel eller bensin.
Elektrisk anslutning
Att ansluta en svetsare till ett eluttag ger ofta problem. Orsaken till deras förekomst kan vara gamla ledningar eller otillräcklig diameter av dess ledningar. Typiskt är ledningarna konstruerade för ström upp till 16 A.Och sedan allting påkopplat apparater i huset kan överstiga detta värde, för säkerhetsskäl installeras automatiska brytare (strömbrytare). Därför är det nödvändigt att känna till svetsmaskinens kraft så att den inte orsakar automatisk utlösning vid anslutning.

Anslut växelriktaren till hemnätet
Du bör också vara uppmärksam på nätverksavdrag. Om du slår på omriktaren, märker du en minskning av spänningen i elnätet, då indikerar detta att det inte är tillräckligt med tvärsnitt av ledningarna. I detta fall är det nödvändigt att mäta till vilka värden spänningen sjunker. Om det faller till värden under det minimum som omriktaren kan använda (anges i anvisningarna), kan du inte ansluta enheten till ett sådant nätverk.
Använd förlängningssladd
Nätverkskabeln ansluten till växelriktaren uppfyller alla kraven och orsakar inte anslutningsproblem. Men om dess längd inte räcker, bör du välja en förlängningssladd med en tvärsnitt av ledning inte mindre än 2,5 mm2 och inte längre än 20 meter. Det är tillräckligt med sådana parametrar för extenderen att omriktaren kan arbeta med ström till 150 A.
Man bör komma ihåg att när du ansluter maskinen till nätverket genom att bära resten av den, ska den inte hållas spolad, för när du slår på enheten kommer den att bli en induktor.Som ett resultat kommer ledarna att överhettas och förlängningssladden kommer att misslyckas.

Anslutning till generatorn
I fall då det inte går att ansluta enheten till elnätet, kan den anslutas till en generator som körs på antingen bensin eller dieselbränsle. De mest utbredda bensinstationerna. Men inte alla är lämpliga för att ansluta svetsmaskiner. För att omvandlaren ska fungera effektivt måste generatorn ha en effekt på minst 5 kilowatt och producera en stabil utspänning. Överspänningar i spänning kan skada svetsaren.
Du bör också överväga med vilka elektroddiameter du kommer att arbeta. Om elektroden exempelvis har en diameter på 3 mm krävs en driftsström på ca 120 A med en bågspänning på 40 V. Om vi beräknar effekten hos svetsomriktaren (120 x 40 = 4800) får vi ett värde på 4,8 kW. Eftersom detta kommer att bli strömförbrukningen, kommer kraftverket, som kan producera endast 5 kW, att arbeta inom gränserna för dess kapacitet, vilket avsevärt minskar dess livslängd. Därför måste generatorn väljas med vissa effektmarginal, ca 20-30% högre än den som förbrukas av inverteraren.

Anslutning av svetskablar
På omriktarens frontpanel finns 2 terminaler, nära vilka det finns märkning i form av "+" och "-" skyltar. Svetskablarna är anslutna till dessa plintar, varav den ena har en metallklämma (klädnyp) i slutet och den andra - en hållare för elektroden. Båda kablarna kan anslutas till båda terminalerna, beroende på svetsmetoden, som kommer att diskuteras vidare. Efter anslutning av kablarna till enheten är en av dem, med en klädnyp, ansluten till svetsbordet eller arbetsstycket.
I vissa fall kan standardlängdslängden inte vara tillräckligt, till exempel vid arbete i höjd. I sådana situationer uppstår frågan: Är det möjligt att förlänga svetskabeln? Professionella rekommenderar inte att göra detta, särskilt om det gäller en inverterenhet. Detta faktum kan förklaras av det faktum att varje kabel har vissa egenskaper av resistans. Därför är "spänningen" av spänning och ström över hela längden oundviklig. Därför ju längre kabeln desto starkare spänningsfall.
Om du försöker kompensera för förlust av spänning och ström genom att lägga till värden på enhetens panel, så kommer denna åtgärd sannolikt att inaktivera inverterarelektroniken.Det visar sig att det är lättare att föra enheten närmare slingarens arbetsplats än att lägga en stor del på att reparera enheten efter att kablarna förlängts.

Inställning av enheten
Kvaliteten på svetsarbeten beror på huruvida svetsomriktaren är rätt justerad, särskilt med avseende på rätt val av elektroder. Du bör också överväga:
- svetsdjupet;
- placeringen av sömmen i rymden (vertikal eller horisontell);
- varumärke eller typ av metall som svetsas;
- metalltjocklek etc.
Du borde veta att för varje typ av metall produceras motsvarande elektroder. Elektroder med en diameter på upp till 5 mm kan användas med omformare. Men för varje tjocklek på utrustningen är det nödvändigt att välja motsvarande styrka hos svetsströmmen. För att ställa in svetsmaskinen korrekt kan du använda tabellen nedan.
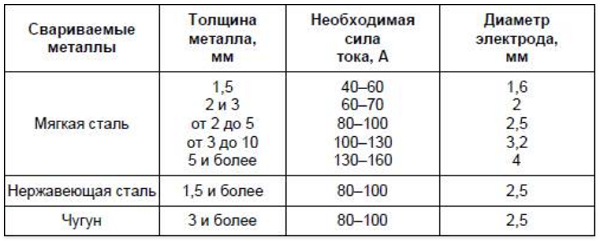
Om du till exempel måste använda 5 mm tjockt mjukt stål med en inverter, bör du välja en 3 mm elektrod och ställa in en effekt på 100 A på enheten. Efter provsvetsning kan du korrigera strömstyrkan, det vill säga minska eller öka.
Säkerhetsåtgärder på arbetsplatsen
De etablerade säkerhetsreglerna kan sägas vara skrivna av offrets "blod", och därför är det strängt förbjudet att ignorera dem. Hälsan och livet för inte bara svetsutrustningsoperatören, men också människorna omkring honom beror på deras efterlevnad. Följaktligen kan följande hänföras till säkerhetsreglerna.
- Innan du börjar bör du kolla isolationsintegritet på alla ledningar och kablar som är anslutna till maskinen. Det är också nödvändigt att kontrollera utrustningens användbarhet, nämligen för att säkerställa att nollspänningen är lika med noll. I det här fallet bör systemet vara i drift, koppla bort spänningen på elektroden när enheten är ledig.
- Innan du ansluter utrustningen, kontrollera det elektriska nätverket under belastning (mäta sänkningsområdet).
- För att skydda ögonhinnan från ultraviolett strålning som uppstår när svetsbågen brinner, är det nödvändigt att applicera skyddsmask (sköld) eller speciella glasögon. Inte så länge sedan sågs svetsmaskor och glasögon med "kameleon" glasögon på marknaden, vilket automatiskt mörkades när ljus strålning slog dem. Glasögon eller en mask bör bäras inte bara av svetsaren, men också av hans assistent.

- Om svetsning utförs inomhus, då för att skydda andningsorganen och förhindra förgiftning av skadliga gaser andningsskydd med utbytbara patroner eller maskergenom vilken den renade luften tvingas.
- För att skydda händerna mot metallstänk använd speciella handskar - Gaiters svetsare.

- För att skydda kroppsallokaler, jackor och byxor av eldfast material.
- För att skydda fötterna som krävs för att bära höga stövlar, för att förhindra att metallgnistor kommer in i dem. Stövlarna bör täcka överdelen med byxor.
- Arbetsplatsen bör vara väl upplyst.
- Under svetsarens fötter borde vara gummimatta eller trägolvförhindra en person från elektriska stötar.
- Runt arbetsplatsen bör inte vara några främmande föremål genom vilka du kan snubbla.
- Nära arbetsplatsen bör vara sand och brandsläckare för att i rätt tid släcka eldkällan.
- Svetsmaskinens jordning är absolut nödvändigt.
Om säkerhetsreglerna redan har studerats kan du börja bli bekant med hur man arbetar ordentligt med elektrisk svetsning.
Val av polaritet
Det är ingen hemlighet att processen med metallsmältning beror på den höga temperaturen hos den elektriska ljusbågen som uppstår mellan materialet som svetsas och elektroden. Samtidigt är en kabel med hållare för en elektrod och en jordkabel (med klädnyp) ansluten till olika terminaler på enheten. För att kunna ansluta kabeln ordentligt måste du förstå när de byts ut.
Vid svetsning med en inverterare eller någon annan svetsenhet används direkt och bakåtpolaritet av anslutningskabeln till enheten. Direkt polaritet Det är tillåtet att ringa upp anslutningen när kabeln med elektroden är ansluten till minus och den metall som svetsas är ansluten till pluset.
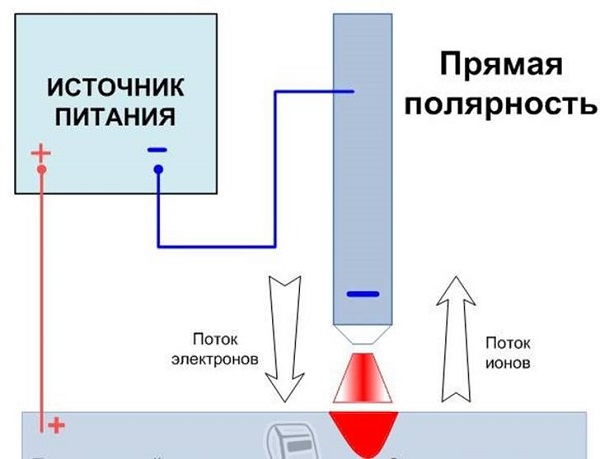
Denna anslutningsmetod låter metallen värmas upp, varför sömmen är djup och av hög kvalitet. Metoden för direktpolaritet används vid tillagning av tjocka metallprodukter.
Omvänd polaritet innebär att elektrodkabeln ansluts till den positiva och jordkabeln till minus.
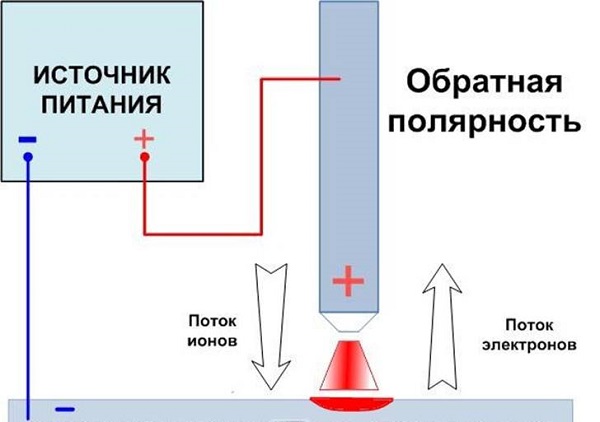
Med en sådan anslutning blir metallen mindre uppvärmd, och sömmen lär sig bredare. Omvänd polaritet används vanligtvis vid kokning av tunna metallprodukter för att utesluta brännbara delar.
Val av svetsström
Svetsströmmen väljs med hänsyn till tjockleken hos den metall som ska svetsas och tillsatsens diameter. För att underlätta beräkningen kan du använda tabellen som gavs ovan i avsnittet om hur du ställer in enheten. När du väljer den optimala strömstyrkan bör du också komma ihåg regeln: Ju högre strömstyrka desto djupare är svetsen, desto snabbare kan elektroden flyttas. Därför är det nödvändigt att uppnå det ideala förhållandet mellan tillsatsens hastighet och strömstyrkan så att sömmen har den nödvändiga konvexiteten och djupet som är tillräckligt för bra svetsning av delarnas kanter.
Metoder för att arbeta med olika metaller
Eftersom svetsprocessen är omöjlig utan bågtändning, bör du vara medveten om att det finns 2 metoder att göra detta:
- du måste slå metallet flera gånger med en elektrod tills bågen är antänd.
- du behöver en elektrod, som en match, att slå flera gånger på metall.
Varje mästare väljer det mest lämpliga och lämpliga sättet att tända bågen.Men du måste slå kraftigt inte någonstans, men längs linjen i svetsen, så att inga spår kvarstår på arbetsstycket.
Den plats där metallen smälts under påverkan av en elektrisk båge kallas svetsbad. För att flytta den längs sömlinjen, använd en av metoderna som visas i följande figur.
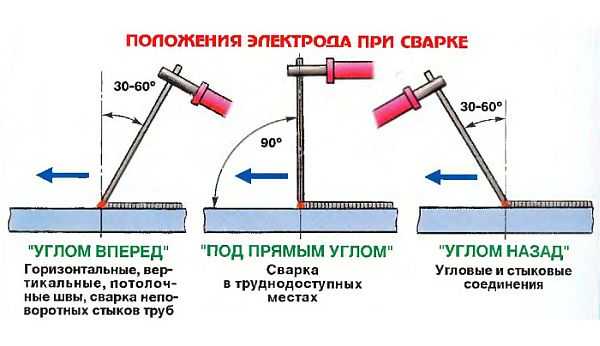
För normal badrörelse böjer elektroden i en vinkel på 45-50 °. Genom att vippa tillsatsen i olika vinklar kan du styra badets bredd. Varje mästare väljer den optimala lutningsvinkeln för att få en söm av acceptabel kvalitet.
Elektroden kan ta ställning ryggvinkel eller framåtvinkel. För att få en bred söm, används lutning av verktygsvinkeln framåt, eftersom med denna metod erhålls mindre värme. Denna metod koka tunna metaller. Tjock metall kan kokas i hörnet.
För svetsning kommer icke-järnmetaller att ha Anslut argonbrännare till svetsomriktaren och använd en icke-förbrukningsbar elektrod (volfram). Tillsatsmedel i detta fall är metallstavar,vilka placeras på sömlinjen och smälts av en elektrisk båge. Under svetsprocessen blåses badet med inert gas.

Regelriktare för omvandlare
Underhåll av växelriktarens svetsmaskin innehåller följande punkter.
- Visuell inspektion. Det måste utföras varje gång innan arbetet påbörjas och efter det att det upptäckas eventuella skador på isolering av svetskablar och nätsladden. Vid extern granskning kontrolleras också att det inte finns några skador på höljet och kontrollerna (du måste kontrollera den aktuella regulatorn).
- Genomför intern rengöring av enheten. Det utförs efter att ha avlägsnat höljet från apparaten för att avlägsna damm och ackumulerad smuts från alla dess noder. Rengöring utförs med hjälp av ett riktat tryckluftflöde till de dammiga delarna.
- Kontrollera och avlägsna apparatplintarna. Kontrollera regelbundet de platser som strömkablarna är anslutna till. Om oxidation detekteras vid terminalerna, ska den avlägsnas med fint sandpapper.
Undvik också att släppa vatten, vattenånga och andra vätskor på inverterarens svetsmaskin som kan tränga in i enheten och orsaka kortslutning.Om vätska har trängt in i apparaten, ska locket avlägsnas och all fukt ska tas bort. Torka försiktigt omriktarens elektroniska bräda med en vanlig hårtork.
/rating_off.png)











